![T11 [2005 - 2014]](/uploads/Chery_Tigo_T11_2005_-_2014_.jpg)

Инструменты:
- Переносная лампа
- Набор плоских щупов
- Линейка
- Штангенциркуль
- Нутромер
- Микрометр
- Шабер
После разборки тщательно вымойте детали керосином, продуйте и просушите их сжатым воздухом (особенно масляные каналы деталей).
1. Осмотрите блок, особенно внимательно опоры коленчатого вала. Трещины в любых местах блока не допускаются.
Полезный совет:
Если есть подозрение на наличие трещин в блоке (попала охлаждающая жидкость в картер или масло в охлаждающую жидкость), проверьте герметичность блока на специальном стенде.
Проверку проводите в ремонтных мастерских, располагающих соответствующим оборудованием.
2. Осмотрите цилиндры с обеих сторон. Царапины, задиры и трещины не допускаются.
Полезный совет:
При осмотре цилиндров рекомендуем освещать зеркала цилиндров переносной лампой – так дефекты видны значительно лучше.
3. Определите нутромером фактические диаметры цилиндров. Диаметр цилиндра измеряйте в трех поясах.
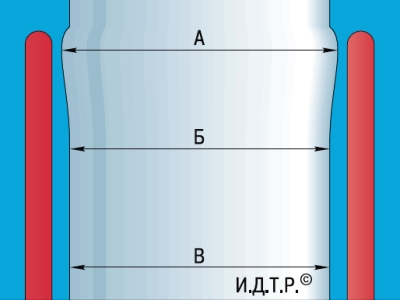
Схема измерения цилиндров:
А – пояс наибольшего износа;
Б – зона измерения после растачивания и хонингования;
В – пояс наименьшего износа.
В каждом поясе диаметр измеряют в двух взаимно перпендикулярных направлениях (в продольном и поперечном). В зоне над поясом А (на расстоянии 12 мм от плоскости разъема с головкой блока) цилиндры практически не изнашиваются. По разнице размеров в этой зоне и в остальных поясах можно судить об износе цилиндров. Номинальный размер цилиндра 81,0 мм, овальность и конусность не должны превышать 0,008 мм. Если максимальное значение износа больше 0,15 мм или овальность превышает указанное значение, расточите цилиндры до ближайшего ремонтного размера поршней (увеличенного на 0,25 или 0,50 мм), оставив припуск 0,03 мм на диаметр под хонингование. Затем отхонингуйте цилиндры, выдерживая такой диаметр, чтобы при установке выбранного ремонтного поршня расчетный зазор между ним и цилиндром был 0,03 мм. Дефектовку, расточку и хонингование блока проводите в мастерских, располагающих специальным оборудованием.
4. Проверьте отклонение от плоскостности поверхности разъема блока с головкой цилиндров. Приложите штангенциркуль (или линейку) к плоскости:
– в середине блока;
– в поперечном и продольном направлениях;
– по диагоналям плоскости.
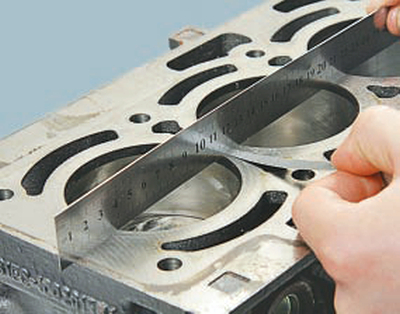
В каждом положении плоским щупом определите зазор между штангенциркулем и плоскостью. Это и будет отклонение от плоскостности. Если отклонение превышает 0,04 мм, замените блок.
5. Очистите от нагара днище поршня шабером (можно изготовить из старого напильника).
6. Очистите от нагара канавки под поршневые кольца старым кольцом, вставив его в канавку наружной стороной и перекатывая по канавке.
7. Осмотрите поршни, шатуны, крышки: на них не должно быть трещин.
8. Осмотрите вкладыши. Если на рабочей поверхности обнаружите риски, задиры и отслоения антифрикционного слоя, замените вкладыши новыми. Все шатунные вкладыши одинаковы и взаимозаменяемы.

9. Измерьте диаметры поршней в плоскости, перпендикулярной оси поршневого пальца, на расстоянии 11 мм от кромки юбки. Диаметр поршня номинального размера (80,96+0,09) мм. Диаметры ремонтных поршней увеличены на 0,25 и 0,50 мм. По результатам измерений определите зазор между поршнем и цилиндром и при необходимости подберите новые поршни к цилиндрам.
Расчетный зазор между поршнем и цилиндром (для новых деталей) составляет 0,03 мм.

Его определяют промером цилиндров и поршней и обеспечивают установкой поршней номинального или ремонтных размеров.
Максимально допустимый зазор (при износе деталей) 0,15 мм. Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, необходимо подобрать поршни номинального размера к цилиндрам или установить поршни ремонтного размера с расточкой и хонингованием цилиндров: зазор должен быть максимально приближен к расчетному.
10. Проверьте плоским щупом зазор по высоте между канавками в поршне и кольцами, вставляя кольцо в соответствующую канавку.
Номинальный (расчетный) зазор для верхнего компрессионного кольца составляет 0,04–0,08 мм, для нижнего компрессионного кольца – 0,01–0,025 мм. Если кольцо велико по высоте и зазор мал, доведите высоту кольца до нужной, шлифуя его на наждачной бумаге, уложенной на стеклянную пластину.

11. Проверьте плоским щупом зазор в замке колец, установив кольцо в цилиндр на глубину около 45 мм.

Полезный совет:
Чтобы установить кольцо без перекоса, продвиньте кольцо вглубь цилиндра поршнем.
Зазор должен составлять 0,2–0,4 мм для верхнего компрессионного кольца и 0,4–0,6 для нижнего компрессионного кольца. Если зазор недостаточен, спилите стыковые поверхности кольца. Если зазор превышает допустимый, замените кольцо.
12. Все поршни номинального и ремонтного размеров изготовлены с высокой степенью точности и не требуют предварительной сортировки и подбора по массе. При необходимости можно установить в отдельные цилиндры бывшие в употреблении поршни, если они в хорошем состоянии. Балансировка двигателя при этом не нарушится.
13. Измерьте нутромером внутренний диаметр Dв посадочного места шатуна в сборе с крышкой.
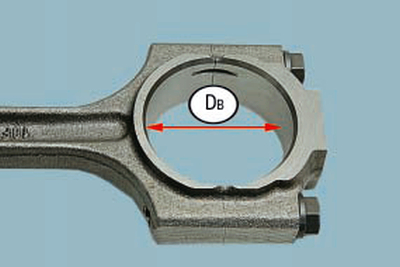
Примечание:
Перед измерением затяните шатунные болты номинальным моментом.
14. Измерьте микрометром толщину Т шатунных вкладышей.

15. Измерьте диаметр Dн шатунных шеек.

16. Рассчитайте зазор z между шатунными вкладышами и шейками коленчатого вала по формуле z = Dв – 2T – Dн (мм). Номинальный расчетный зазор составляет 0,016–0,051 мм.
Если фактический расчетный зазор меньше предельного, можно снова использовать вкладыши, которые были установлены.
Если зазор больше предельного, замените вкладыши на этих шейках новыми номинальной толщины.
Если шейки коленчатого вала изношены и перешлифованы до ремонтного размера, уменьшенного на 0,25 мм, замените вкладыши ремонтными (увеличенной толщины).
Шейки шлифуют, помимо наличия общего износа, если на них есть забоины и риски или овальность составляет более 0,004 мм, а конусность – более 0,005 мм.
Предупреждения:
При перешлифовке шатунных шеек коленчатого вала на ремонтный размер на первой щеке коленчатого вала необходимо ставить соответствующее клеймо, например «Ш0,25».
Коленчатые валы, галтели шеек которых выполнены методом накатки, перешлифовке не подлежат и при износе шеек должны быть заменены.
17. Осмотрите верхние и нижние вкладыши коренных подшипников. Если на рабочей поверхности вкладышей есть риски, задиры, отслоения антифрикционного слоя, замените вкладыши новыми.

18. Осмотрите упорные полукольца. Если на рабочей поверхности полуколец есть риски, задиры, отслоения антифрикционного слоя, замените полукольца новыми.

Предупреждение:
Запрещается проводить какие-либо подгоночные операции на вкладышах и упорных полукольцах.
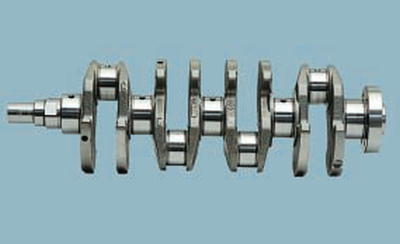
19. Осмотрите коленчатый вал. Трещины не допускаются. На поверхностях, сопрягаемых с рабочими кромками сальников, не должно быть царапин, забоин, рисок. При обнаружении – замените вал.
20. Измерьте микрометром наружный диаметр Dн коренных шеек. Фактический зазор между вкладышами коренных подшипников и коренными шейками коленчатого вала определяют по методике, изложенной для шатунных вкладышей.
Номинальный расчетный зазор составляет от –0,0035 до 0,058 мм.

Если фактический расчетный зазор меньше предельно допустимого, можно снова использовать вкладыши, которые были установлены.
Если зазор больше предельно допустимого, замените на этих шейках вкладыши новыми номинальной толщины.
Если шейки коленчатого вала изношены и перешлифованы до ремонтного размера (с уменьшением диаметра на 0,25 мм), замените вкладыши ремонтными (увеличенной толщины).
Шейки шлифуют, помимо наличия износа, если на них есть забоины и риски или овальность составляет более 0,004 мм, а конусность – более 0,005 мм, уменьшая диаметр на 0,25 мм.
Предупреждения:
При перешлифовке коренных шеек коленчатого вала на ремонтный размер на первой щеке коленчатого вала необходимо ставить соответствующее клеймо, например «К0,25».
Коленчатые валы, галтели шеек которых выполнены методом накатки, перешлифовке не подлежат и при износе шеек должны быть заменены.
21. Промойте каналы коленчатого вала, для чего залейте в радиальные каналы бензин, предварительно заглушив их с одной стороны деревянными пробками. Выдержите не менее 20 минут и промойте каналы бензином, впрыскивая его резиновой грушей. Деревянные заглушки снимите после промывки соединительных каналов. При необходимости повторяйте промывку до вытекания чистого бензина.
22. Очистите поверхности поршневых пальцев от лаковых отложений, предварительно размягчив их в растворителе. Осмотрите пальцы. Пальцы с трещинами, чрезмерным износом в месте контакта с бобышками поршня и следами от проворачивания в верхней головке шатуна замените.
Примечание:
Поршневые пальцы и отверстия в бобышках поршней изготовлены с большой точностью. Поэтому поршневые пальцы изготовляют с номинальным диаметром 20,995–21,000 мм, обеспечивающим зазор между ними и отверстиями в бобышках поршня 0,002–0,013 мм.
Сопряжение поршневого пальца и поршня проверьте, вставляя предварительно смазанный моторным маслом палец в отверстие бобышки поршня. При температуре окружающей среды 20 °С палец должен входить в отверстие при нажатии большого пальца руки и не выпадать из бобышки в вертикальном положении поршня с поршневым пальцем. Выпадающий из бобышки палец следует заменить другим. Если палец снова выпадает, замените поршень с пальцем.
Полезный совет:
При наличии нового комплекта запасных частей не используйте повторно выпрессованные поршневые пальцы.
В статье не хватает:
- Качественных фото ремонта
- Фото инструмента
- Фото деталей и расходников
Источник: http://chery-tiggo.dv13.ru/dvigatel/defektovka-detalej-dvigatelya/








