![1 generation [2001 - 2005]](/uploads/Hyundai_Matrix_2002-2006_.jpg)

Dispositivo
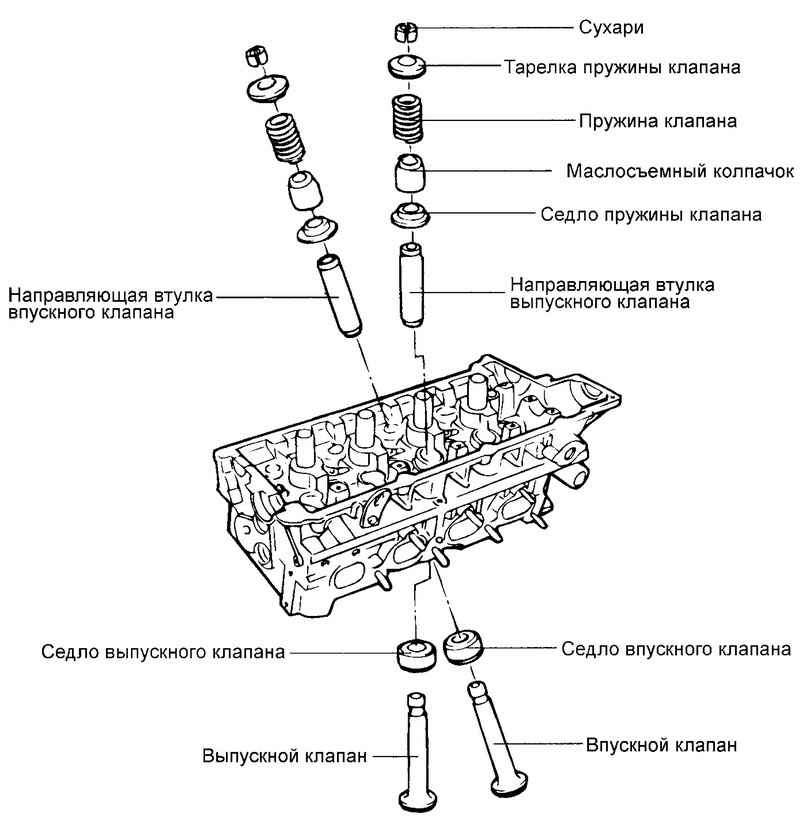
Arroz. 2.140. Culata y tren de válvulas
La culata es de aleación de aluminio fundido con asientos y guías de válvula de fundición prensada. La parte superior de los bujes está sellada con sellos de aceite de caucho y metal.
Los casquillos guía con diámetros exteriores más grandes están disponibles como piezas de repuesto.
En la parte superior de la culata hay soportes para los muñones del árbol de levas. Los soportes son desmontables. La mitad superior está en los alojamientos de cojinetes y la mitad inferior está en la culata. Los orificios de los cojinetes se mecanizan completos con los alojamientos de los cojinetes, por lo que no son intercambiables y la culata solo se puede reemplazar completa con los alojamientos.
Las válvulas son accionadas por levas del árbol de levas a través de taqués hidráulicos. El ajuste de los espacios en el mecanismo de accionamiento de la válvula con taqués hidráulicos se realiza automáticamente durante el funcionamiento del motor.
Desmontaje
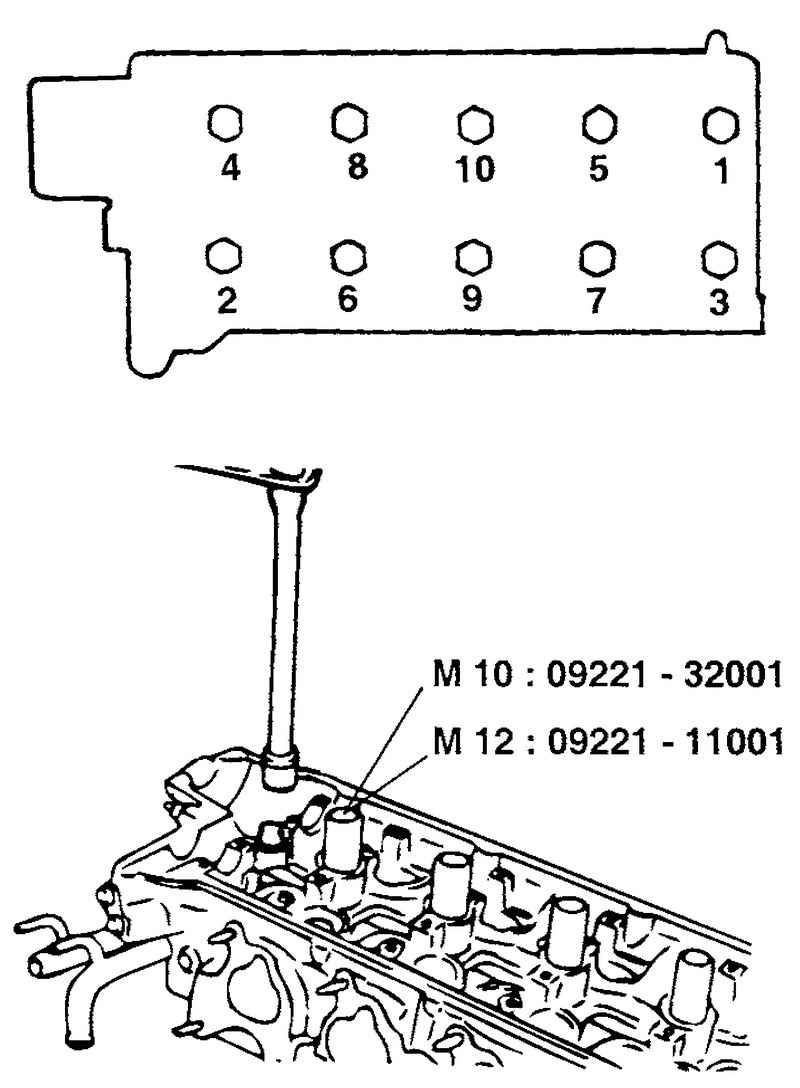
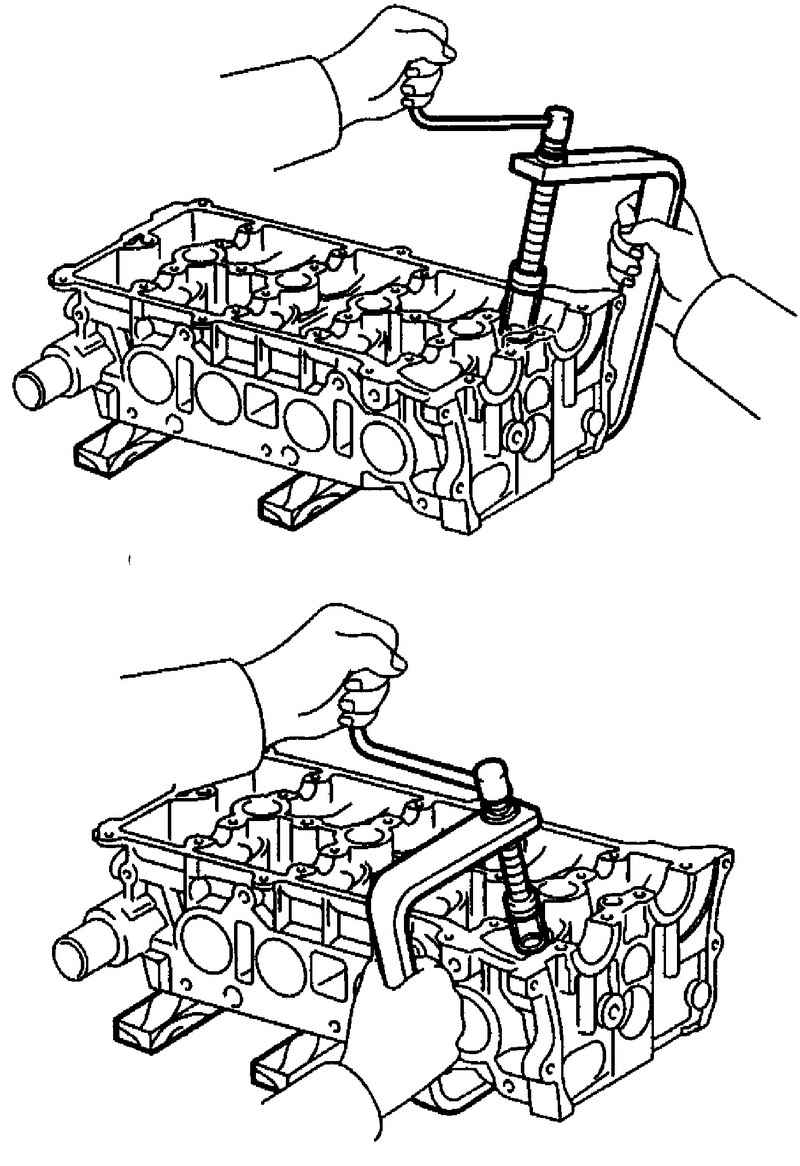
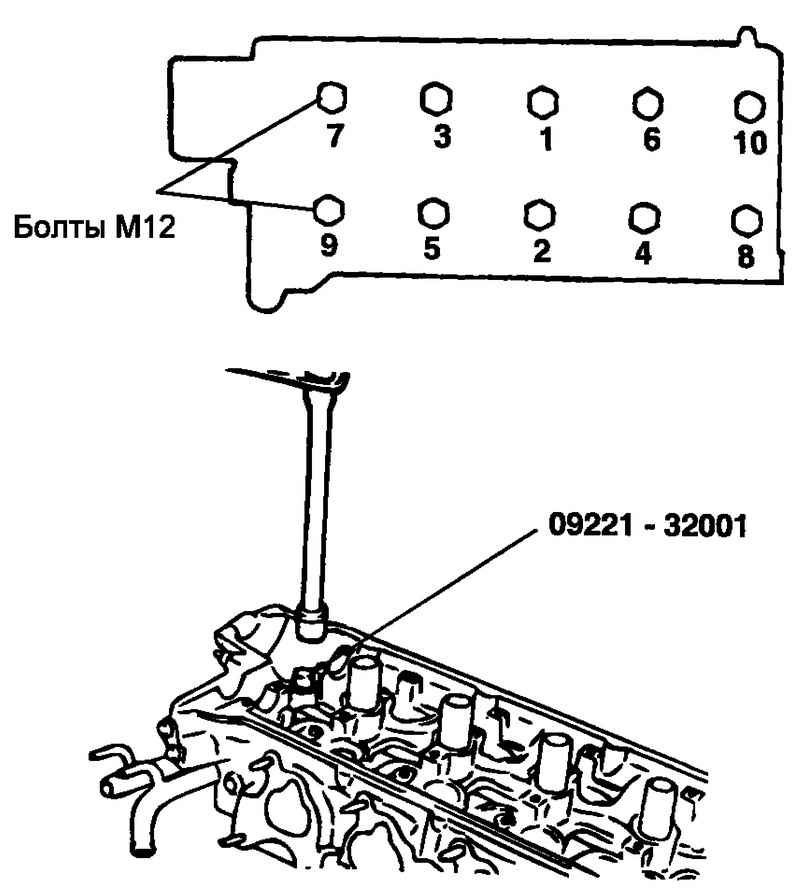
Arroz. 2.141. El procedimiento para quitar los tornillos de la culata
Con una herramienta especial (llaves para el tornillo de la culata 09221-32001, 09221-11000), desenroscar los tornillos de la culata en el orden indicado en la figura (Fig. 2.141).
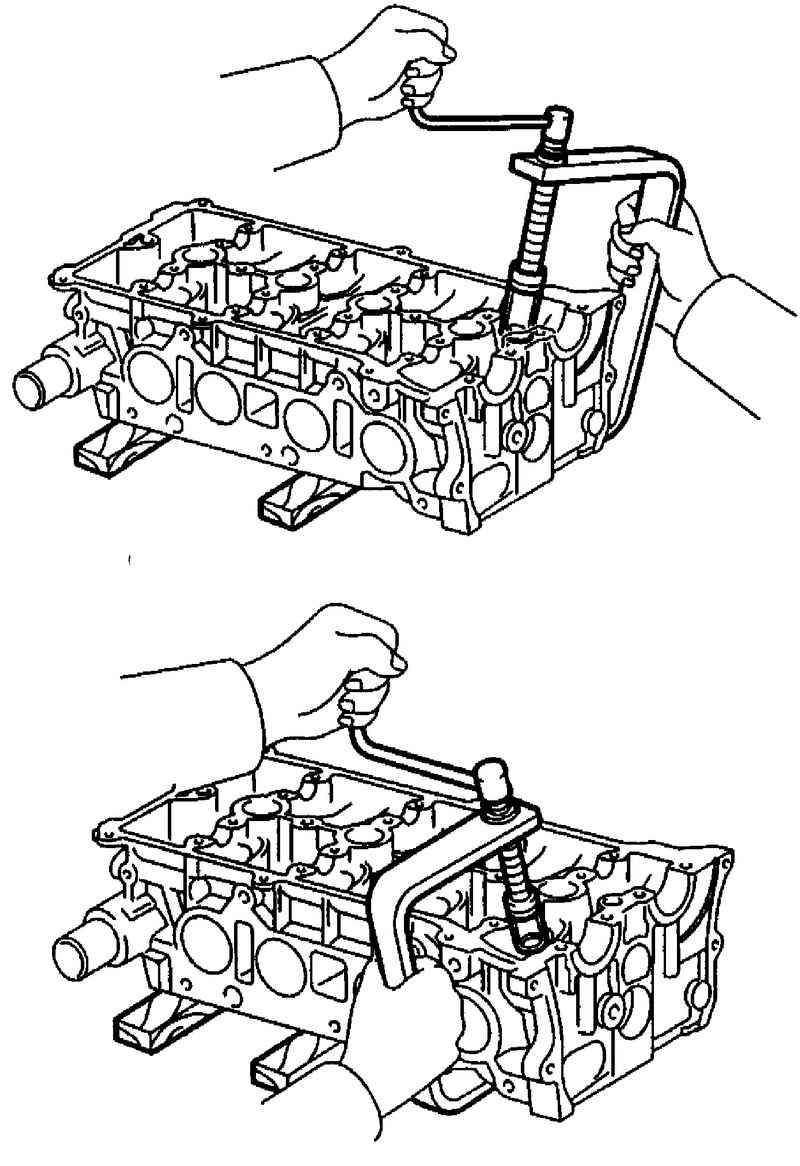
Arroz. 2.142. Eliminación de galletas, placas de resorte, resortes y válvulas con una herramienta especial
Usando la herramienta especial (compresor de resorte de válvula 09222-28000 y adaptador 09222-28100), retire las chavetas del asiento del resorte de válvula. Luego retire la placa del resorte de la válvula, el resorte de la válvula, el asiento del resorte de la válvula y la válvula (Fig. 2.142).
|
NOTA Mantenga las piezas de cada válvula por separado como un conjunto para evitar confusiones durante la instalación. |
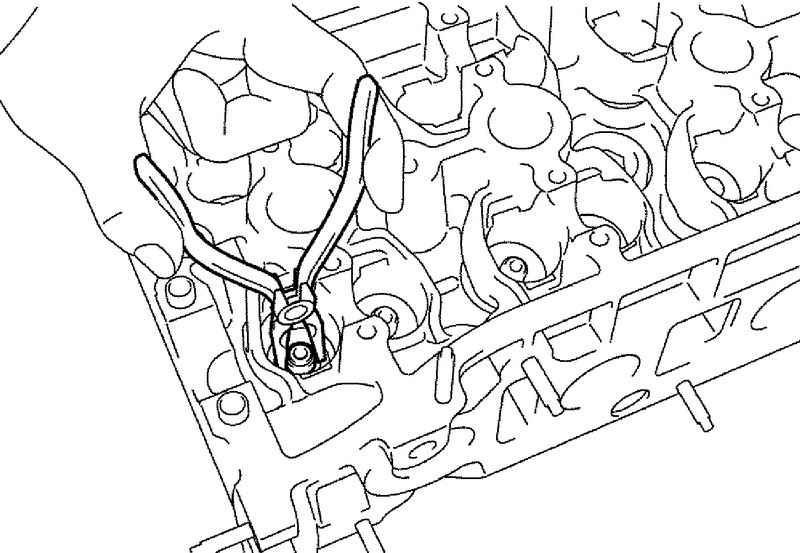
Arroz. 2.143. Quitar los sellos de aceite
Usando una herramienta especial (removedor de sellos de aceite 09222-29000), retire los sellos del vástago de la válvula (Fig. 2.143).
|
NOTA Los sellos de vástago de válvula no deben reutilizarse. |
Comprobación de la culata
Compruebe la culata de cilindros en busca de grietas, daños y señales de fugas de refrigerante. Si se encuentran grietas, reemplace la culata.
Limpie completamente la culata de cal, depósitos de carbonilla y restos del antiguo sellador y junta. Después de limpiar los conductos de aceite, sáquelos con aire comprimido para eliminar cualquier obstrucción.
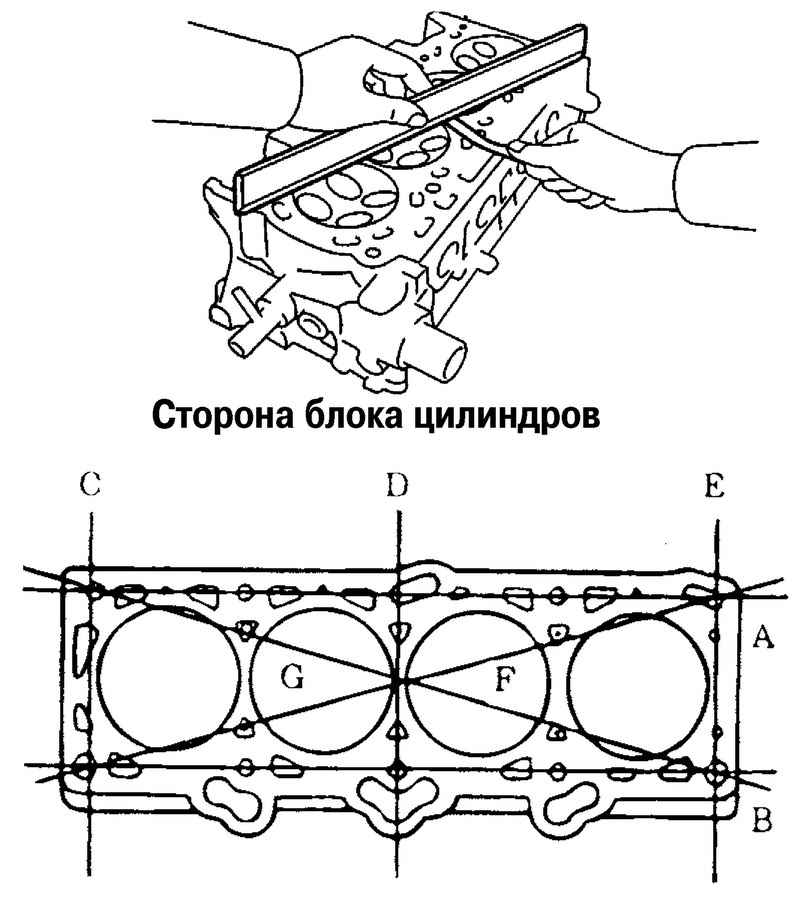
Arroz. 2.144. Comprobación de la planitud de la superficie de contacto de la culata
Compruebe la planitud de la superficie de contacto de la culata en las direcciones que se muestran en la Fig. 2.144.
Si la planitud excede el límite en cualquier dirección, reemplace la culata o lije ligeramente la superficie de contacto de la culata.
Falta de planitud de la superficie de contacto de la culata:
- valor nominal - menos de 0,03 mm;
– valor máximo permitido – 0,06 mm.
Piezas del tren de válvulas
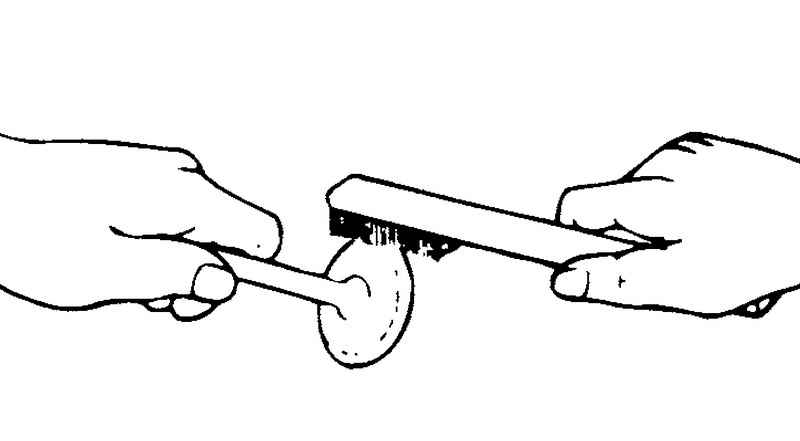
Arroz. 2.145. Limpieza de válvulas
Por medio del cepillo de alambre limpien escrupulosamente la válvula (fig. 2.145).
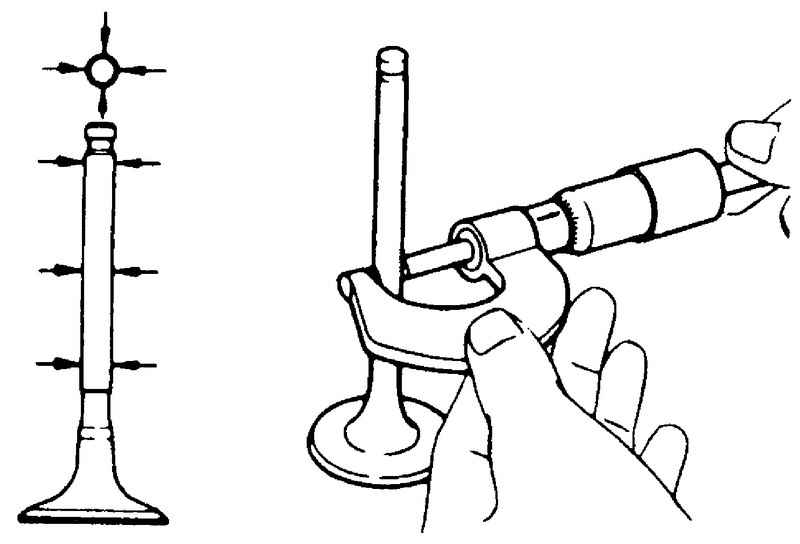
Arroz. 2.146. Chequeo de las valvulas
Comprueben cada válvula y su núcleo a la ausencia del desgaste, los daños y las deformaciones del plato (fig. 2.146).
Reemplace la válvula si es necesario. Si hay abolladuras o desgaste significativo en el extremo del vástago de la válvula, vuelva a hacer el extremo del vástago de la válvula. El espesor de la capa a eliminar durante el procesamiento mecánico del extremo del vástago de la válvula debe ser mínimo. Además, procese el chaflán de trabajo del asiento de la válvula.
Reemplace la válvula si el grosor del disco de la válvula es inferior al límite.
Los espesores del disco de la válvula se muestran a continuación.
Valor nominal:
- válvula de entrada - 1,15 mm;
- válvula de escape - 1,35 mm.
Valor máximo permitido:
- válvula de entrada - 0,80 mm;
- válvula de escape - 1,00 mm.
Resortes de válvula
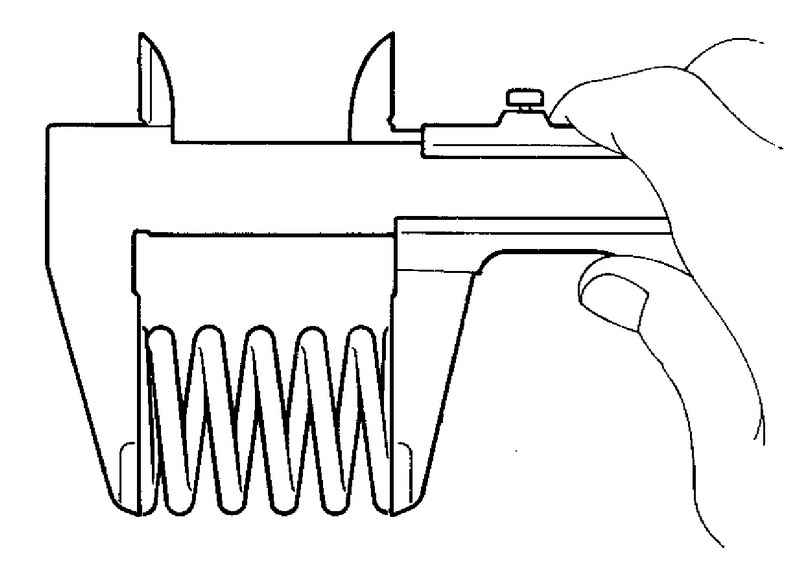
Arroz. 2.147. Medición de la longitud del resorte de válvula en estado libre
Compruebe la longitud libre de cada resorte de válvula. Si la longitud del resorte es menor que el valor máximo permitido, reemplace el resorte de la válvula (Fig. 2.147).
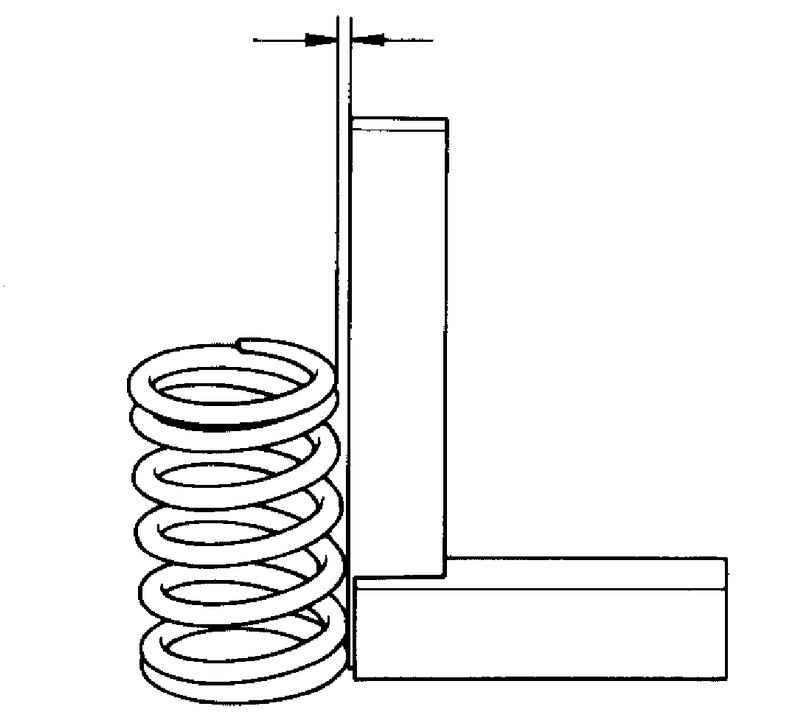
Arroz. 2.148. Comprobación de la desviación del eje del resorte
Usando un cuadrado, verifique la desviación del eje de cada resorte de la perpendicular a la superficie de apoyo (no perpendicularidad) (Fig. 2.148).
Si la desalineación es mayor que el límite, reemplace el resorte de la válvula.
resorte de válvula
Longitud nominal del muelle libre: 48,86 mm.
Longitud del resorte bajo carga 183 N: 39,00 mm.
Longitud del muelle bajo carga 400 N: 30,50 mm.
Desviación del eje del resorte (no perpendicular): 1,5° o menos.
Valor límite
Longitud libre del muelle: 47,86 mm.
Desviación del eje del resorte (no perpendicularidad): 3°.
Guías de válvulas
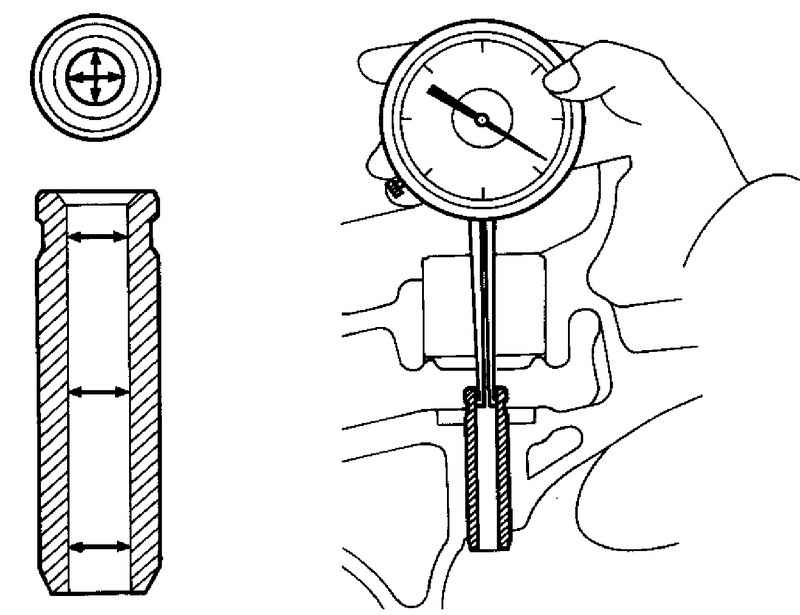
Arroz. 2.149. Comprobación de la holgura entre la guía de la válvula y el vástago de la válvula
Compruebe la holgura entre la guía de la válvula y el vástago de la válvula (en varios puntos a lo largo). Si el espacio es mayor que el valor máximo permitido, reemplace la guía de la válvula (Fig. 2.149).
Los valores de juego entre la guía de la válvula y el vástago de la válvula se dan a continuación.
Valor nominal:
- válvula de entrada - 0,02–0,05 mm;
- válvula de escape - 0,035–0,065 mm.
Valor máximo permitido:
- válvula de entrada - 0,10 mm;
- válvula de escape - 0,13 mm.
Reconstrucción de asiento de válvula
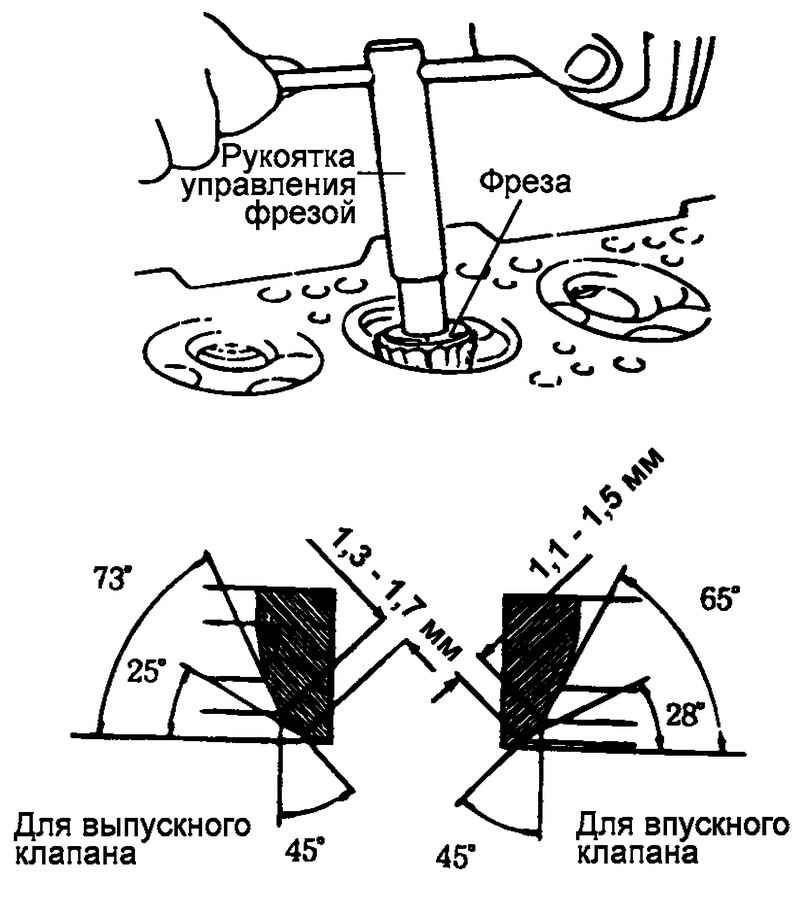
Arroz. 2.150. Diagrama de reparación de asiento de válvula
Revise el asiento de la válvula en busca de signos de sobrecalentamiento y contacto desigual con la cara de la válvula. Si es necesario, repare (mecanizado) o reemplace el asiento de la válvula. Compruebe si la guía de la válvula está desgastada antes de reconstruir el asiento de la válvula. Si el buje guía está desgastado, reemplácelo primero y luego reconstruya el asiento de la válvula. El asiento de la válvula se restaura con una herramienta especial (fresas o máquinas herramienta). El ancho de la superficie de contacto del asiento de la válvula debe corresponder a los valores nominales y el parche de contacto debe ubicarse uniformemente en el centro del chaflán de trabajo del disco de la válvula. Después de restaurar el asiento, la válvula y el asiento de la válvula deben pulirse con pasta de pulir.
Cambio de asiento de valvula
Mecanice (corte) el asiento de la válvula que se va a reemplazar desde el interior para reducir el espesor de la pared.
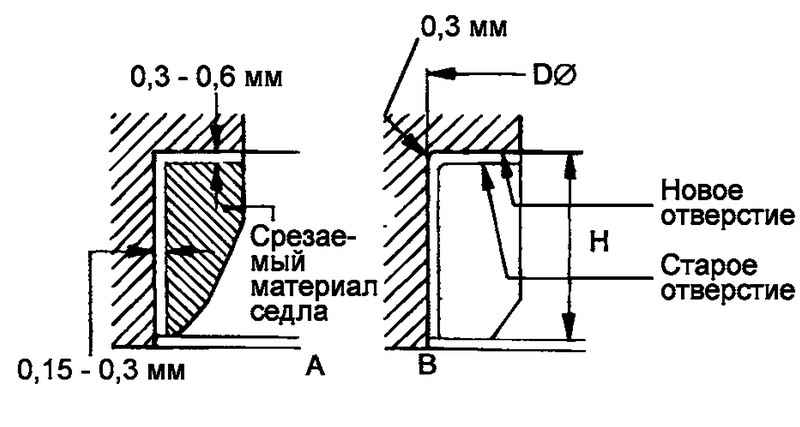
Arroz. 2.151. Esquema de agujeros perforados en la culata.
Perfore un orificio en la culata para instalar el asiento de la válvula del tamaño de reparación apropiado (diámetro mayor) (Fig. 2.151).
Caliente la culata a aproximadamente 250 °C y presione un nuevo asiento sobredimensionado en el orificio de la culata.
Pula la válvula al nuevo asiento con pasta de pulido.
El ancho de la superficie de contacto del asiento de la válvula para el canal de entrada es de 1,1 a 1,5 mm, para el canal de salida: de 1,3 a 1,7 mm.
Reemplazo de guía de válvula
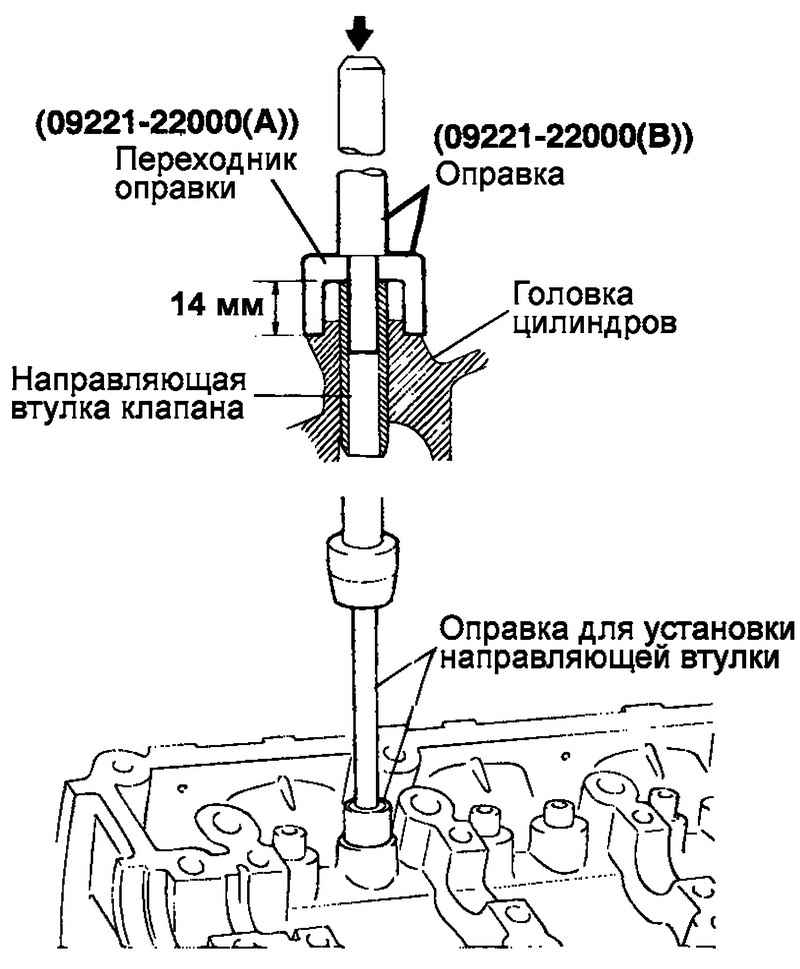
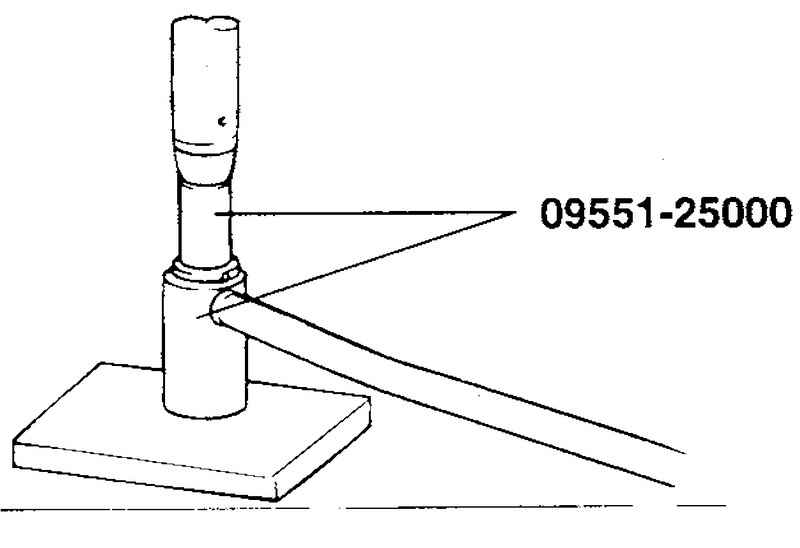
Arroz. 2.152. Extracción de la guía de válvula vieja
Con una herramienta especial (mandril para instalar el manguito de guía 09221-22000A / B), extraiga la guía de válvula vieja de la culata en dirección a la superficie debajo de la junta (Fig. 2.152).
Escarie el orificio de la culata para instalar la guía de válvula sobredimensionada (sobredimensionada) correcta.
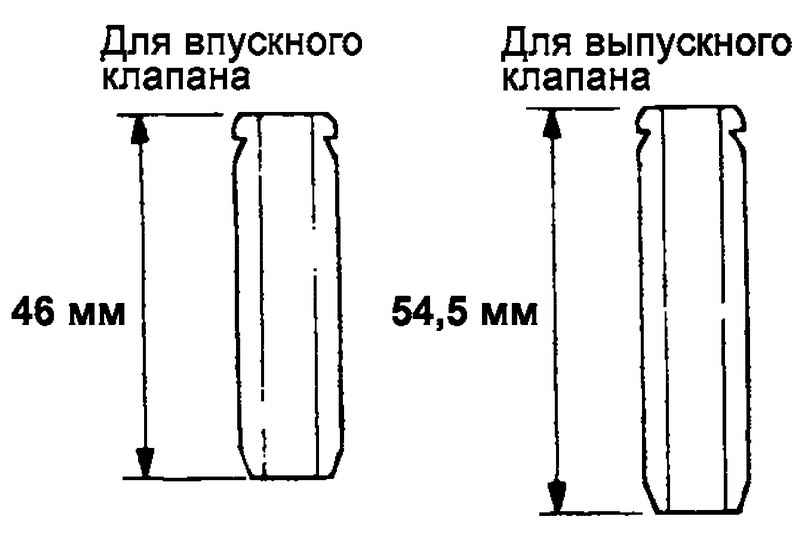
Arroz. 2.153. Diferencia entre longitudes de manguitos guía para válvulas de admisión y escape
Usando la herramienta especial (mandril para instalar el manguito guía 09221-22000A / B), presione una nueva guía de válvula desde la superficie superior de la culata. Preste atención a la diferencia de longitud de los casquillos guía de las válvulas de admisión y escape (Fig. 2.153).
|
NOTA No instale la guía de válvula si no coincide con el sobredimensionado. |
Después de instalar la guía de la válvula, inserte la válvula nueva y verifique que el espacio entre la guía de la válvula y el vástago de la válvula sea el correcto.
Después de reemplazar la guía de la válvula, verifique que la válvula esté correctamente asentada en el asiento. Vuelva a trabajar el asiento de la válvula si es necesario.
Asamblea
Aplique aceite de motor a todas las piezas rotatorias y de fricción.
Instale los asientos de resorte de válvula.
|
NOTA Limpiar a fondo todas las piezas antes del montaje. |
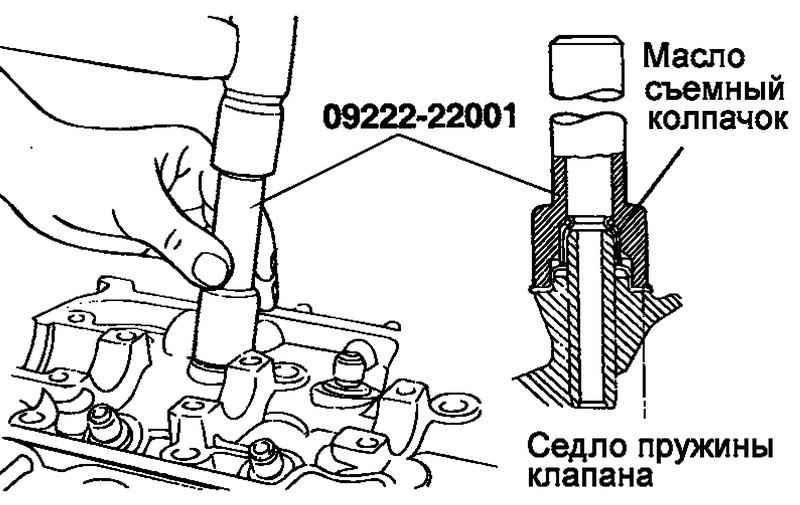
Arroz. 2.154. Instalación del sello del vástago de la válvula
Con la ayuda de una herramienta especial (mandril para instalar el sello del vástago de la válvula 09222-22001) con un ligero golpe, instale el sello del vástago de la válvula en su lugar (Fig. 2.154).
|
NOTA No se permite la reutilización de sellos de vástago de válvula. La instalación incorrecta del sello del vástago de la válvula puede provocar fugas de aceite a través de la guía de la válvula. |
Lubrique el vástago de la válvula con aceite de motor. Inserte la válvula en el manguito guía.
No aplique fuerza al pasar el vástago de la válvula a través del sello del vástago de la válvula. Después de instalar la válvula, verifique la suavidad de su movimiento.
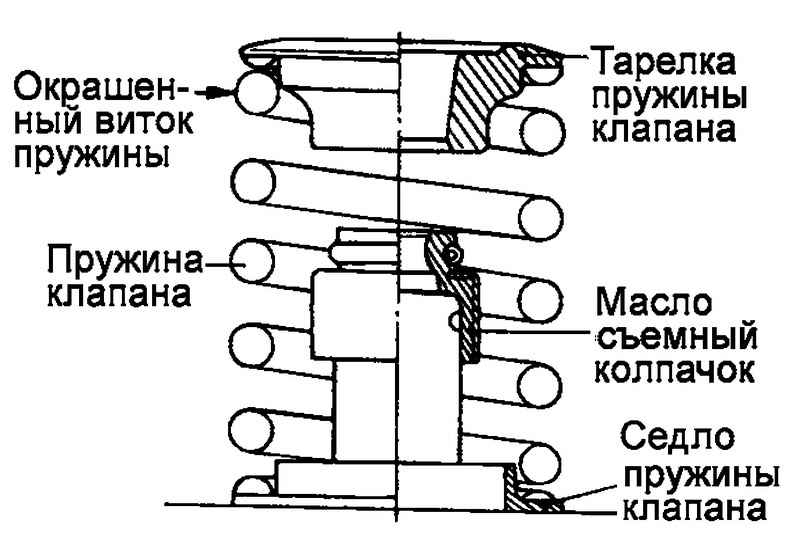
Arroz. 2.155. Diagrama de instalación de resorte de válvula
Establezcan el resorte de válvula así que la espira colorada del resorte esté situada cerca del plato de resorte (más arriba), y luego establezcan el plato de resorte de válvula (fig. 2.155).
Arroz. 2.156. instalación de crackers
Usando la herramienta especial (compresor de resorte de válvula 09222-28000 y adaptador 09222-28100), comprima el resorte de válvula e instale las chavetas. Antes de retirar la herramienta especial después de instalar la válvula, verifique la confiabilidad de las galletas (Fig. 2.156).
|
NOTA Al comprimir el resorte de la válvula, asegúrese de que la placa del resorte no toque el sello del vástago de la válvula. |
Limpie las superficies de contacto de la junta en la culata y el bloque de cilindros.
Compruebe que las marcas de identificación de la junta de la culata coincidan con las especificaciones.
Instale la junta de la culata en el bloque de cilindros con la marca de identificación hacia arriba (hacia la culata).
Arroz. 2.157. El orden de apriete de los tornillos de la culata
Aprieten los bulones de la atadura de la cabeza del bloque de los cilindros por el momento nominal en el orden mostrado en el dibujo de fig. 2.157.
Par de apriete de los tornillos de la culata:
М10–25 N·m + (60–65°)+ (60–65°);
М12–30 N·m + (60–65°)+ (60–65°).
Fuente: http://automn.ru/hyundai-matrix/hyundai-37174-10.m_id-4934.m_id2-4937.html