![B10 [2006 - 2013]](/uploads/Nissan_Almera_Classic_2006-2013_.jpg)

Инструменты:
- Щуп плоский
- Микрометр
- Приспособление для снятия шайб
Для компенсации теплового расширения клапана конструктивно задается зазор между торцом стержня клапана и кулачком распределительного вала. При увеличенном зазоре клапан не будет полностью открываться, а при уменьшенном - полностью закрываться.
Зазор измеряют щупом на холодном (при температуре +20 градусов) или прогретом двигателе (при рабочей температуре) между кулачками распределительных валов (кулачок должен быть направлен от толкателя) и регулировочной шайбой толкателя клапана.
Для холодного двигателя номинальный зазор на впускном распределительном валу составляет 0,25-0,33 мм, на выпускном валу - 0,32-0,40 мм. Для прогретого двигателя номинальный зазор на впускном распределительном валу составляет 0,304-0,416 мм, на выпускном валу - 0,348-0,472 мм.
1. Снимите верхнюю крышку головки блока цилиндров (инструкция здесь).
2. Установите поршень 1-го цилиндра в положение ВМТ такта сжатия (инструкция здесь).
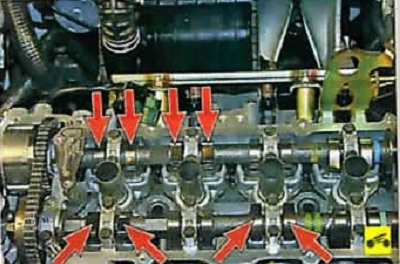
3. Измерьте набором щупов зазоры в приводе тех клапанов, кулачки которых направлены вверх от толкателей. В данном случае это клапаны 1-го и 2-го цилиндров впускного распределительной вала и клапаны 1-го и 3-го цилиндров выпускного распределительного вала. Запишите измеренные значения зазоров.

4. Проверните коленчатый вал на 360° (в ВМТ такта сжатия 4-го цилиндра) и измерьте зазоры в приводе остальных клапанов.
5. Если зазоры в приводе клапанов не соответствуют норме, снимите шайбы и рассчитайте их толщину N по формулам, приведенным ниже. Для снятия шайб воспользуйтесь специальным приспособлением или снимите распределительные валы.
Для клапанов впускного распределительного вала: N = R + (М - 0,37) мм, для клапанов выпускного распределительного вала: N= R + (М - 0.40) мм, где N - толщина новой шайбы, мм; R - толщина снятой шайбы, мм; М - измеренный клапанный зазор.
6. Для того чтобы облегчить извлечение регулировочной шайбы, в толкателе выполнен паз. Поверните с помощью отвертки толкатель за паз так, чтобы было удобно поддеть шайбу.

Примечание:
На обратную сторону шайбы нанесено обозначение ее толщины (например, 244, что означает толщину шайбы 2,44 мм).
Если маркировки нет, измерьте толщину шайбы микрометром. В ремонтных комплектах предусмотрено 73 вида шайб толщиной от 2,00 до 2,98 мм.

7. Установите в толкатели новые шайбы, рассчитанные по формуле, приведенной в п. 5, установите на место распределительные валы и проверьте зазоры. При необходимости повторите операции пп. 5 и 6.
8. Установите все ранее снятые детали в обратном порядке.
В статье не хватает:
- Качественных фото ремонта
Источник: http://remont-nissan-almera.net/dvigatel/131-regulirovka-zazorov-v-privode-klapanov.html