![1 generation [restyling] [2009 - 2017]](/uploads/Chevrolet_Niva_2002-2009_.jpg)

Вам потребуются: микрометр, штангенциркуль, линейка.
1. Удалите нагар из камер сгорания.

ПОЛЕЗНЫЕ СОВЕТЫ
Предварительно размочите нагар керосином. Возможна механическая очистка нагара.
Соблюдайте осторожность - избегайте вдыхать пыль, образующуюся при чистке камер сгорания. Для предотвращения образования пыли периодически смачивайте нагар керосином.
2. Осмотрите головку. Если есть подозрение на наличие трещин в головке блока цилиндров (особенно при попадании охлаждающей жидкости в картер или масла в охлаждающую жидкость), проверьте герметичность головки блока на специальном стенде (в ремонтных мастерских, располагающих соответствующим оборудованием).
3. Проверьте состояние седел клапанов. На рабочих фасках седел не должно быть следов износа, раковин, коррозии и т.п. Седла клапанов можно заменить в специализированной мастерской. Незначительные повреждения (мелкие риски, царапины и пр.) можно вывести притиркой клапанов.

4. Более значительные дефекты седел клапанов устраняют шлифовкой. Седла рекомендуется шлифовать в специализированной мастерской, так как для этого требуются специальные инструменты и оборудование.
5. Удалите нагар с клапанов и осмотрите их. Деформация стержня клапана и трещины на его тарелке не допускаются. При наличии повреждений замените клапан. Проверьте, не слишком ли изношена и не повреждена ли рабочая фаска. Допускается шлифование рабочей фаски клапанов (в ремонтных мастерских, располагающих соответствующим оборудованием). После шлифования угол фаски относительно плоскости тарелки должен быть 45°30’±5’, а толщина цилиндрической части тарелки должна быть не менее 0,5 мм. Кроме того, у выпускного клапана должен сохраниться слой сплава, нанесенный на фаску.

6. Измерьте диаметры стержней клапанов. Диаметр стержня всех клапанов должен быть 7,985-8,000 мм.

7. Измерьте диаметр отверстия в направляющих втулках, определите расчетом зазор между стержнями клапанов и втулками.

Внутренний диаметр втулок должен быть:
- для впускных клапанов 8,022-8,040 мм;
- для выпускных клапанов 8,029-8,047 мм.
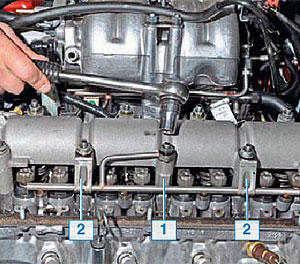
Допускается определять диаметр калибром (проходной/непроходной), как показано.
Монтажный зазор для новых втулок и клапанов:
- для впускных клапанов 0,022-0,055 мм;
- для выпускных клапанов 0,029-0,062 мм.
Максимально допустимый зазор (при износе) - 0,15 мм.
8. Маслосъемные колпачки замените независимо от их состояния.
9. Осмотрите рычаги клапанов. На поверхностях, сопрягающихся со стержнем клапана, с кулачком распределительного вала и со сферическим концом регулировочного болта, задиры и риски не допускаются. При наличии повреждений замените рычаги.
10. Осмотрите пружины клапанов. Трещины и снижение упругости пружин не допускаются. При необходимости замените пружины.
При возможности определите упругость пружин по их деформации под нагрузкой. Согласно техническим требованиям для наружной пружины:
- высота в свободном состоянии 50 мм;
- высота под нагрузкой 283,39±14,7 Н (28,9±1,5 кгс) - 33,7 мм;
- высота под нагрузкой 452,06±22,55 Н (46,1±2,3 кгс) - 24 мм.
Для внутренней пружины:
- высота в свободном состоянии 39,2 мм;
- высота под нагрузкой 136,30±6,86 Н (13,9±0,7 кгс) - 29,7 мм;
- высота под нагрузкой 275,55±13,73 Н (28,1 ±1,4 кгс) - 20 мм.
11. Очистите привалочную поверхность головки от остатков прокладки и...

12. ...проверьте плоскостность этой поверхности. Для этого поставьте металлическую линейку ребром на поверхность головки посередине вдоль оси головки, а затем по диагоналям и щупом измерьте зазор между плоскостью головки и линейкой. Замените головку, если зазор превысит 0,1 мм.

13. Прокладку головки блока цилиндров всегда заменяйте новой, так как снятая с двигателя даже внешне не поврежденная прокладка может оказаться сильно обжатой и не обеспечит герметичности уплотнения.
Источник: http://manual.x-niva.net/4-dvigatel/4-20-golovka-bloka-tsilindrov/4-20-2-defektovka-detalej-golovki-bloka-tsilindrov