![1 generation [2003 - 2007]](/uploads/Mitsubishi_Outlander_I_2003_-_2008_.jpg)
![3 generation [2012 - 2014]](/uploads/3.png)
![XL [2005 - 2012]](/uploads/4d137205da66f_.jpg)

Инструменты:
- Ключ трещоточный
- Головка на 10 мм
- Головка на 12 мм
- Динамометрический ключ
- Нож (или скребок)
- Компрессор
- Пневмопистолет для обдувки
- Прецизионная линейка
- Щуп плоский
- Инструмент для измерения осевого зазора распределительного вала
- Микрометр
- Измерительная головка часового типа с штативом
Детали и расходники:
- Головка блока цилиндров 1005A863 (для двигателя 4B11, при необходимости)

- Головка блока цилиндров 1005A628 / 1005A704 (для двигателя 4B12, при необходимости)

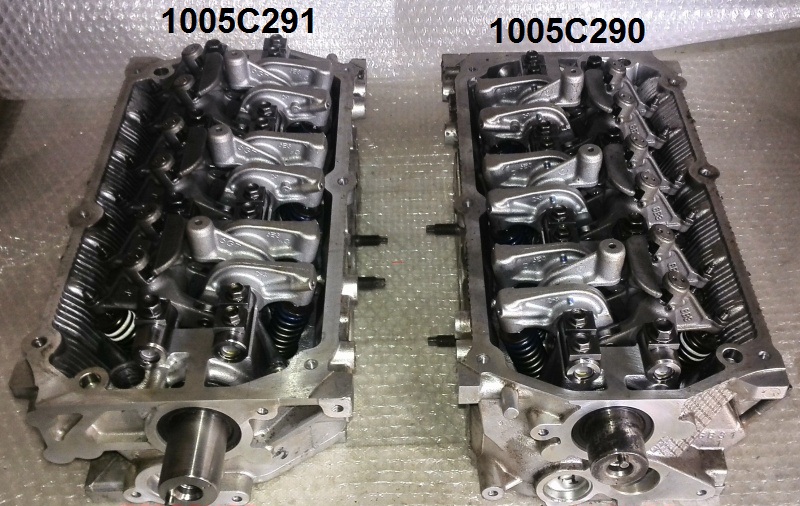
- Головка блока цилиндров 1005B201 / 1005C290 (правая) и 1005B202 / 1005C291 (левая) (для двигателя 6B31, при необходимости)
- Очиститель (или растворитель)
- Обезжириватель
- Пластиковый калибр Plastigauge PL-X (0,018 - 0,045 мм)
- Ветошь
Примечания:
Проверка головки блока цилиндров проводится во время ремонта двигателя со снятием головки или замены соответствующей прокладки.
Как снять головку блока цилиндров и какие инструменты при этом используются, смотрите здесь (для двигателей 4B12 и 4B11) или здесь (для двигателей 6B31).
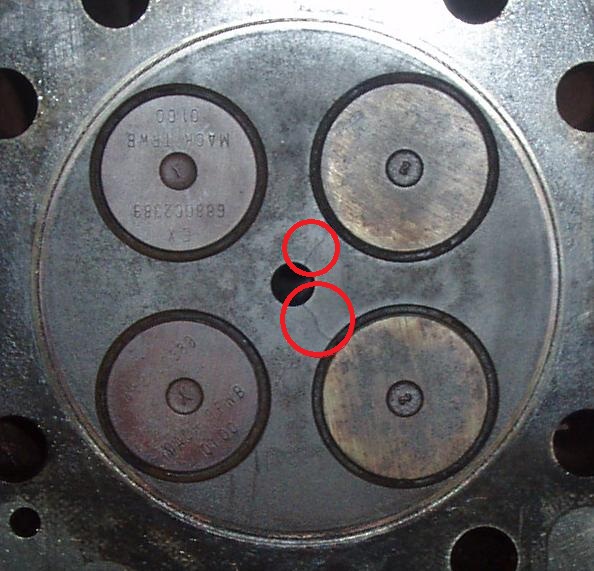
1. Перед очисткой проверьте головку блока цилиндров на отсутствие повреждений и трещин, утечек охлаждающей жидкости и масла, отработавших газов и воздуха.
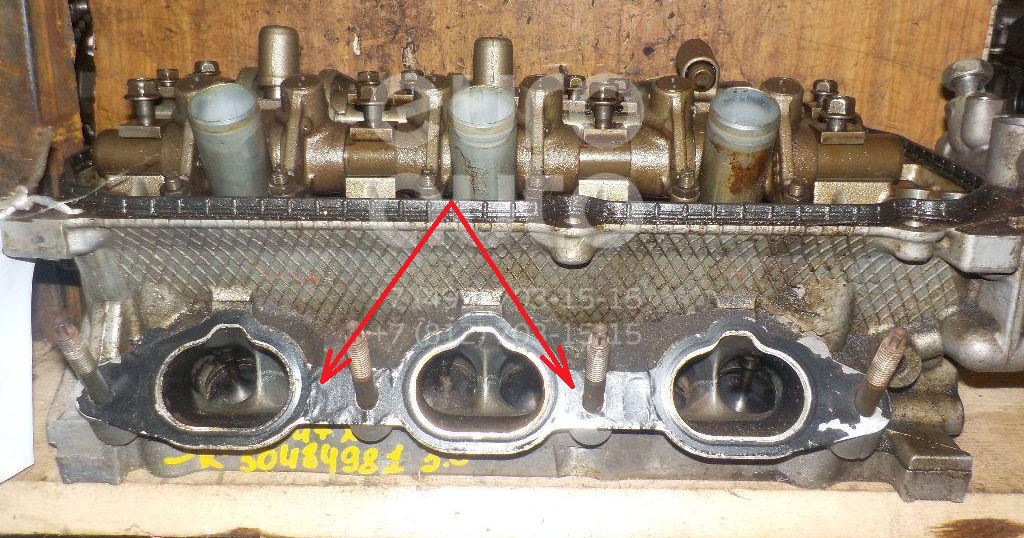
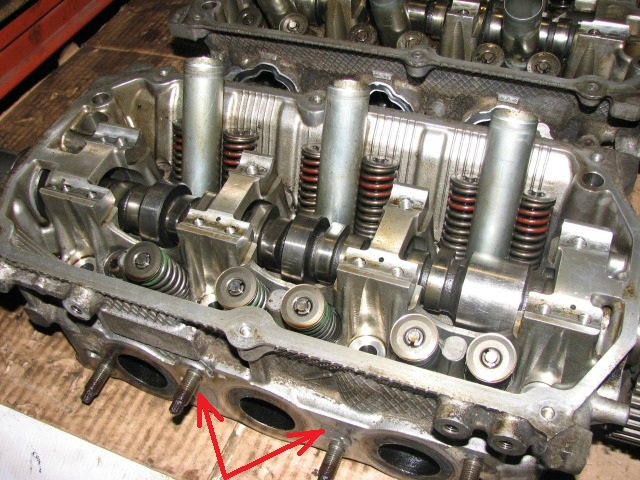
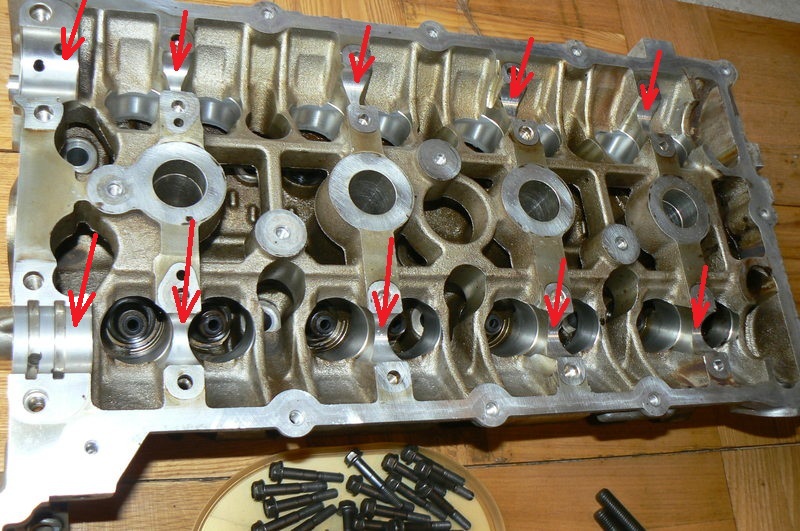
2. Полностью удалите отложения масла, накипь, остатки прокладок и герметика, налет сажи (нагар) с поверхности головки блока цилиндров. После очистки продуйте масляные каналы головки блока цилиндров сжатым воздухом (первые два фото – ГБЦ двигателя 4B12, третье фото – ГБЦ двигателя 6B31).



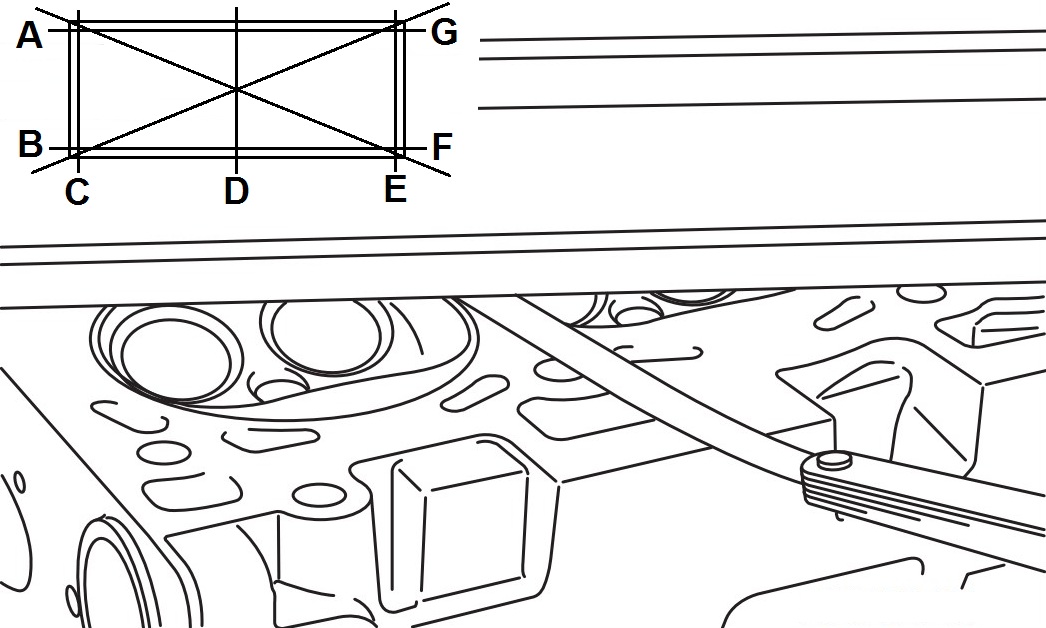
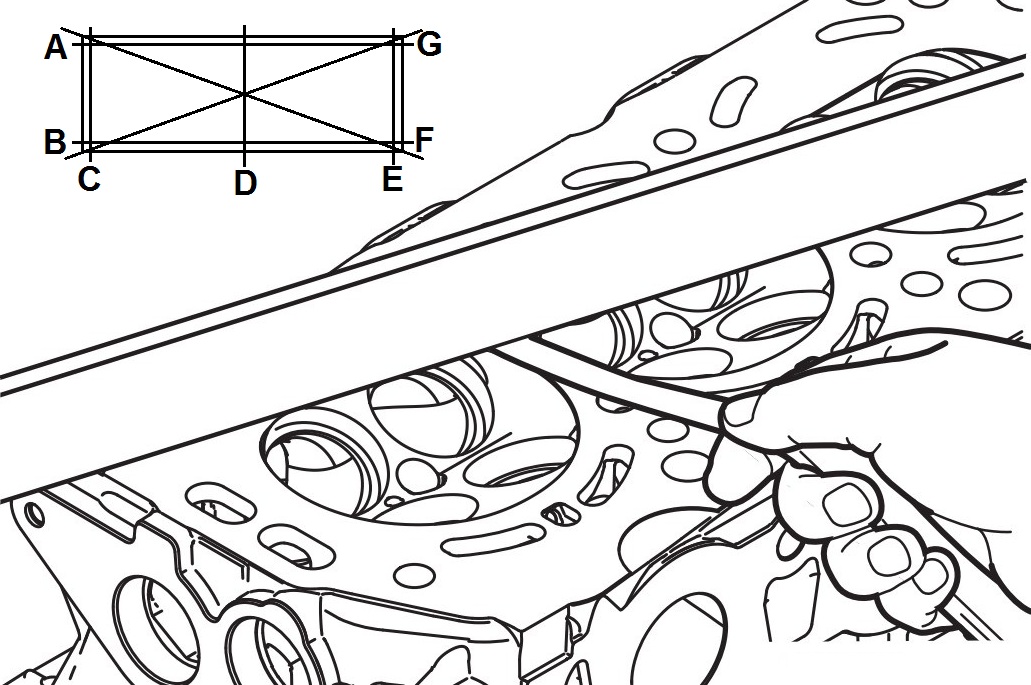
3. С помощью прецизионной линейки и плоского щупа проверьте неплоскостность привалочной поверхности головки блока цилиндров под прокладку по направлениям от "А" до "G", показанным на рисунке (первый рисунок – ГБЦ двигателя 4B12, второй – ГБЦ двигателя 6B31).
Примечание:
Неплоскостность (для головки блока двигателей 4B12 / 4B11): номинальная – не более 0,02 мм; предельно допустимая – 0,05 мм.
Неплоскостность (для головок блока двигателя 6B31): номинальная – не более 0,03 мм; предельно допустимая – 0,05 мм.
4. Если неплоскостность превышает предельно допустимое значение, то отшлифуйте поверхности головки блока цилиндров и блока цилиндров.

Примечание:
(двигатели 4B12 / 4B11) Номинальная высота (новой) головки блока цилиндров – 128,5 мм; предельно допустимая глубина шлифования – 0,20 мм.
Общая толщина снимаемого металла с привалочных поверхностей головки блока цилиндров и блока цилиндров не должна превышать в сумме 0,20 мм.
(двигатель 6B31) Номинальная высота (новой) головки блока цилиндров – 120 мм; предельно допустимая глубина шлифования – 0,15 мм.
Общая толщина снимаемого металла с привалочных поверхностей головки блока цилиндров и блока цилиндров не должна превышать в сумме 0,15 мм.
5. С помощью прецизионной линейки и плоского щупа проверьте неплоскостность привалочной поверхности головки блока цилиндров под прокладку со стороны впускного и выпускного коллекторов (первые два фото – головка блока цилиндров Митсубиси Аутлендер ХЛ двигателя 4B12, остальные – ГБЦ двигателя 6B31).


Примечание:
Неплоскостность поверхности для впускного коллектора: номинальное значение – не более 0,15 мм; предельно допустимое значение – 0,20 мм.
Неплоскостность поверхности для выпускного коллектора: номинальное значение – не более 0,50 мм; предельно допустимое значение – 0,70 мм.
6. Если неплоскостность превышает предельно допустимое значение, то отшлифуйте привалочную поверхность головки блока цилиндров со стороны коллектора.
7. Осмотрите опорные поверхности под подшипники распределительного вала на головке блока цилиндров (постель головки блока), проверьте отсутствие задиров и иных повреждений. При наличии повреждений замените головку блока цилиндров, а также выполните проверку распределительного вала.
В статье не хватает:
- Фото инструмента
- Фото деталей и расходников
Источник: carpedia.club