![1 generation [2003 - 2007]](/uploads/Mitsubishi_Outlander_I_2003_-_2008_.jpg)
![3 generation [2012 - 2014]](/uploads/3.png)
![XL [2005 - 2012]](/uploads/4d137205da66f_.jpg)

工具:
- 开口扳手 10 mm
- 直形梅花扳手 13 mm
- 直形梅花扳手 17 毫米 - 2 件。(适用于 4G63 发动机)
- 曲柄套筒或棘轮扳手
- 带万向节的扩展
- 领口上的喷嘴 10 mm
- 领口上的喷嘴 12 mm
- 领口上的喷嘴 13 mm
- 领口上的喷嘴 14 mm
- 领口上的喷嘴 17 mm
- 领口上的喷嘴 22 mm
- 扭力扳手
- 螺丝刀扁平介质
- 气球扳手
- 滚动千斤顶(或螺杆)
- 支架可调
- 皮带张力工具套件(带 MB991668 麦克风的 MB991502 扫描仪或带 MB991911 电线和 MB991668 麦克风的 MB991824 扫描仪)或皮带张力测量工具
- 内六角扳手(用于固定附件皮带张紧器)
- 正时皮带张紧杆压紧专用杆MD998738
- 曲轴齿轮固定工具(叉架MB991367和专用螺栓MB991385)
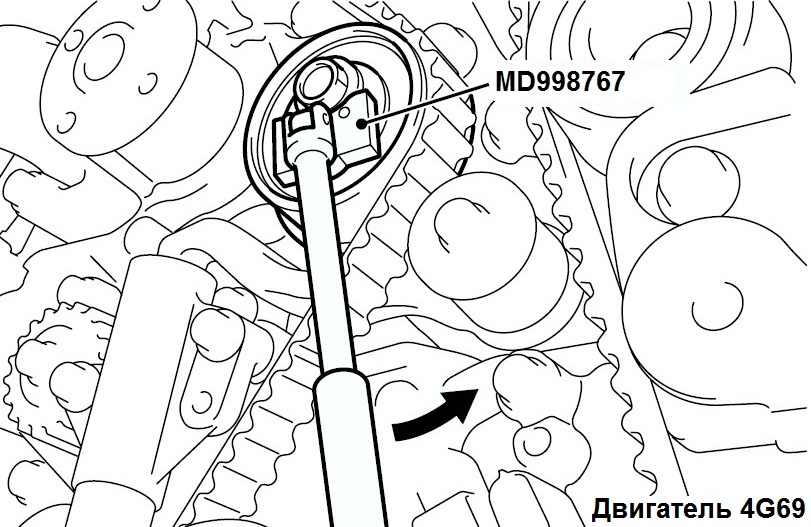
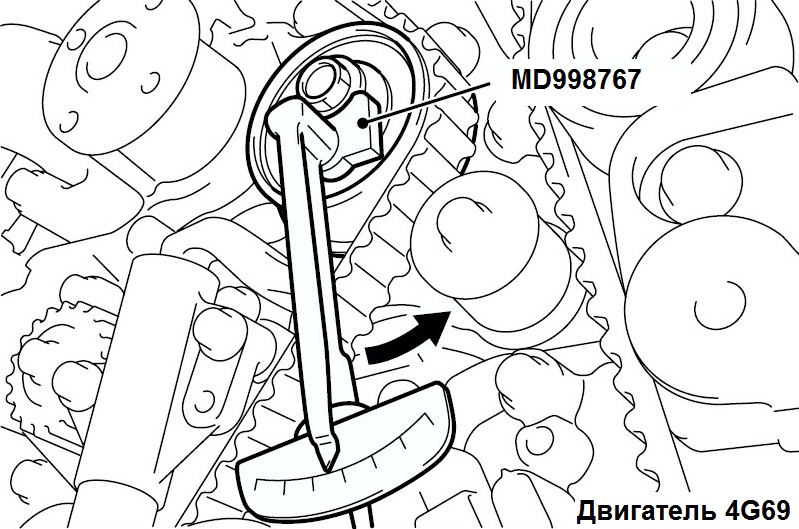
- 正时皮带张紧轮专用扳手 MD998767
- 粉笔(如有必要)
- 轮挡(鞋)
- 卡尺
- 统治者
- 台钳(带软金属覆盖层)
零件和消耗品:
- 正时皮带(MD326059 - 用于 4G63 发动机和 MN158737/MR994968 - 用于 4G69 发动机)


- 张紧辊(MD182537 - 用于 4G63 发动机和 MN137247 - 用于 4G69 发动机)


- 螺栓 MD326727(如果需要)
- 惰轮支架 MN119896(如果需要)

- 张紧器 MR984375

- 旁路滚筒(MD156604 - 用于 4G63 发动机和 MN137248 - 用于 4G69 发动机)


- 螺栓 MF241281(如果需要)

- 带销的曲轴链轮组件(MD326852 - 适用于 4G63 发动机和 MR994969/1130A120 - 适用于 4G69 发动机,如果需要)


- 曲轴位置传感器转子(MD187953/1840A006 - 适用于 4G63 发动机和 MN119227 - 适用于 4G69 发动机,如果需要)


- 平衡机构传动带 MD182295

- 张力辊 MD352473

- 螺栓 MF244860(如果需要)

- 附件传动皮带(MN128695 - 用于 4G63 发动机和 MN163085 - 用于 4G69 发动机,如果需要)

- 线 d=2 毫米
- 螺栓 M6(长度 45-50 毫米)
- 文具夹 - 2 件。(适用于 4G63 发动机)
- 绳索
- 木块
- 机油
- 零件清洁剂(脱脂剂)

- 破布
笔记:
根据制造商的建议,在三菱欧蓝德发动机上,正时皮带(和平衡器皮带)应在 9 万公里或运行 6 年后(以先到者为准)更换。
4G63 和 4G69 发动机检查和更换正时皮带的操作几乎相同。如果操作只涉及一个引擎,它将通过文本分配。
检查同步带的状况
1.如有必要,要接近正时皮带,请拆下顶部正时皮带盖(参见下面的第 8 步)。
2、检查正时皮带安装是否正确。
笔记:
不要弯曲、扭曲或拉伸正时皮带。
不要让正时皮带接触机油、冷却液和水。

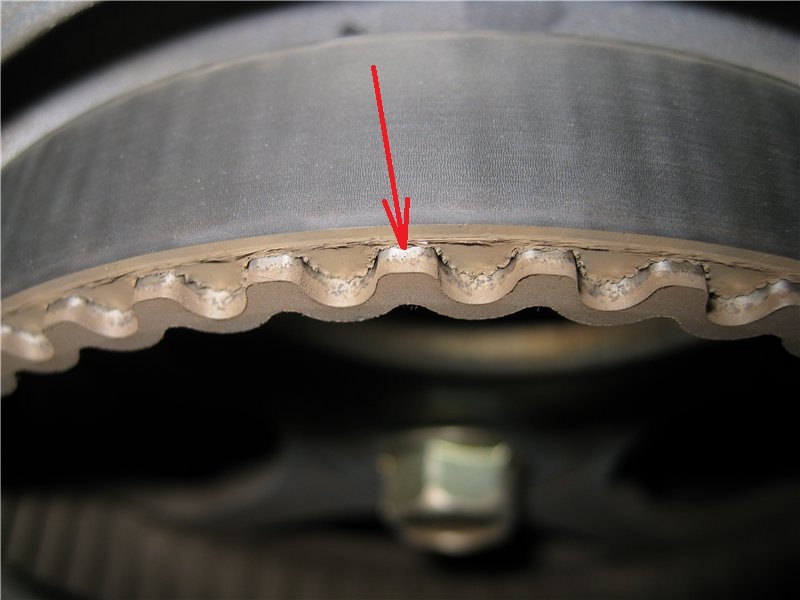
3、皮带必须仔细检查。如果发现以下明显缺陷(缺陷照片显示在拆下的正时皮带上),则必须更换欧蓝德正时皮带:
3.1. 皮带背面的硬化橡胶:有光泽,没有弹性,而且坚硬到用指甲按压都不会在上面留下痕迹。
3.2. 皮带背面的橡胶表面破裂(由于过热)。
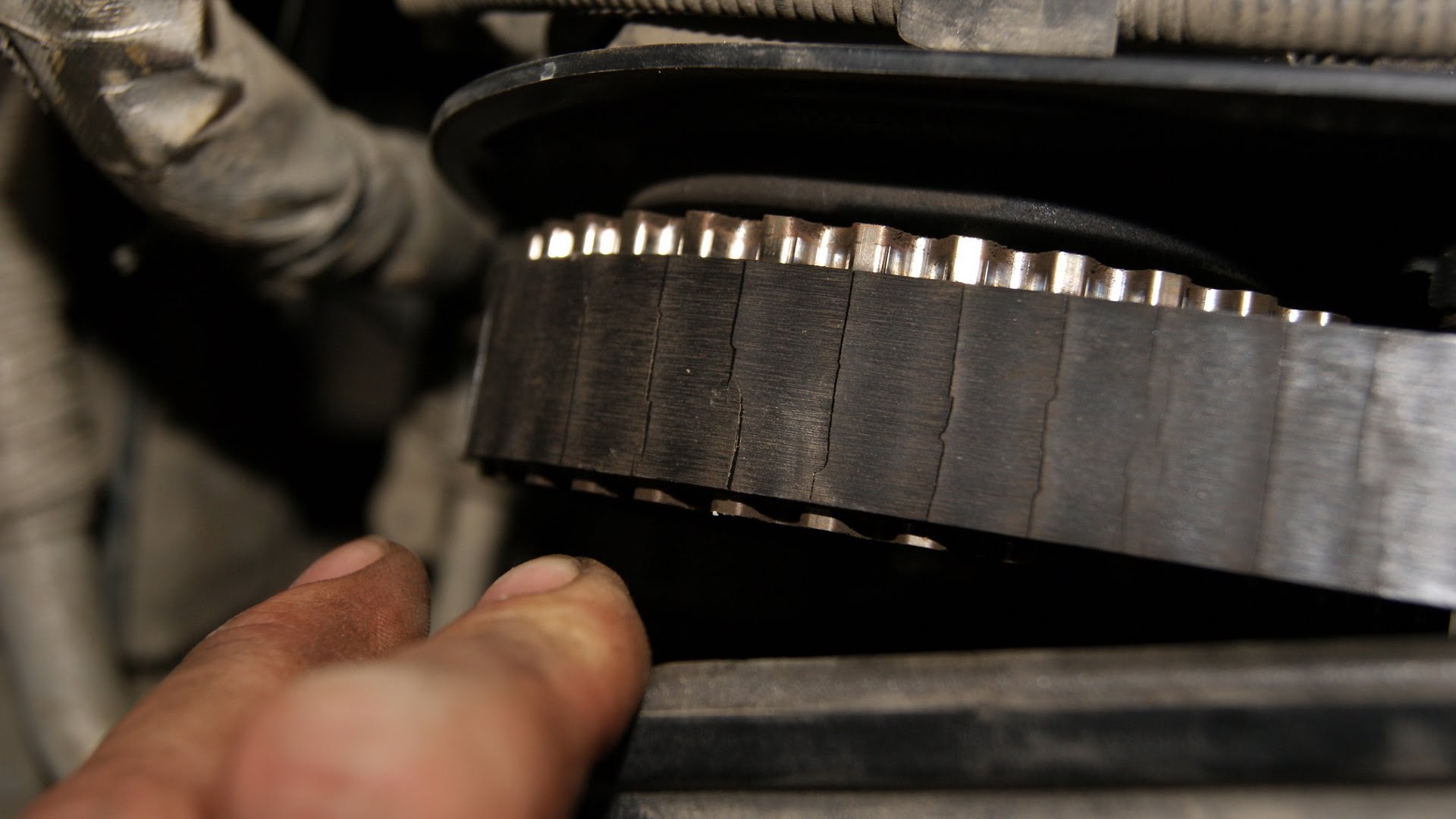

3.3. 皮带绳出现裂纹或开裂(由于皮带张力调整不当)。

3.4. 牙齿底部有裂纹。

笔记:
缺陷 3.4 - 3.6 是由于链轮对齐不足或辅助单元旋转困难造成的。
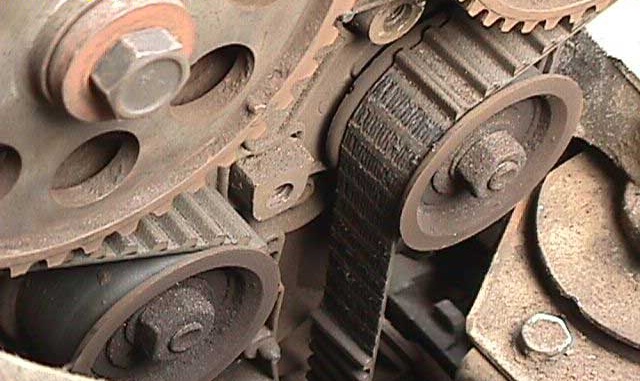
3.5. 腰带侧面有凹口。
3.6. 严重的侧面磨损。
笔记:
一条普通的皮带应该有锋利的尖边,类似于用刀切割的那些。
3.7. 严重的齿磨损(由于皮带张力不正确)。

笔记:
皮带磨损初期,工作面齿根组织磨损(织物毛状纤维,橡胶层已消失,颜色变白,组织结构模糊) .
在皮带磨损的最后阶段,工作侧齿根处的织物完全磨损,露出橡胶层(齿宽减小)。
3.8. 缺牙。
拆卸正时皮带和平衡机构
1.通过执行本文第一部分第 1-3 段和第二部分第 1-7 段中描述的工作,拆下附件传动皮带、自动张紧器和旁路辊) 。


笔记:
如果要重复使用附件传动皮带,请用粉笔在皮带背面(非工作侧)标记一个箭头,指示顺时针方向的旋转方向。

2. 使用 13 毫米套筒,卸下固定附件驱动皮带轮的四颗螺丝。

3.从发动机上拆下附件驱动皮带轮。

4. 从蓄电池的“负”插头上拔下一根电线。

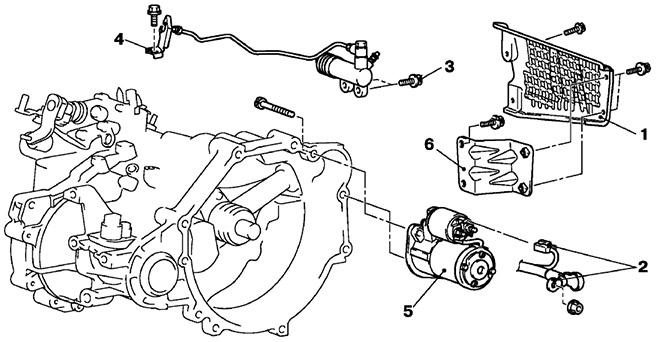
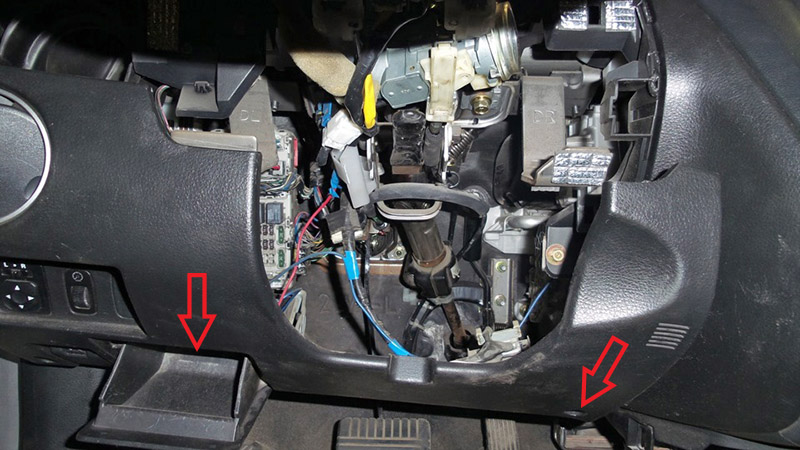
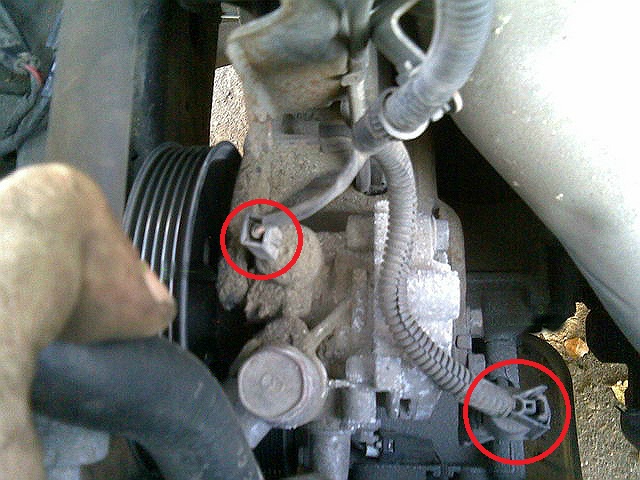
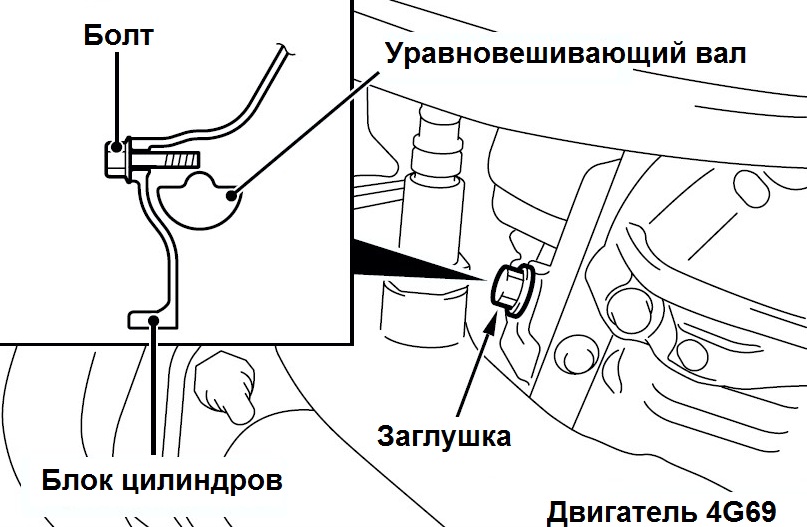
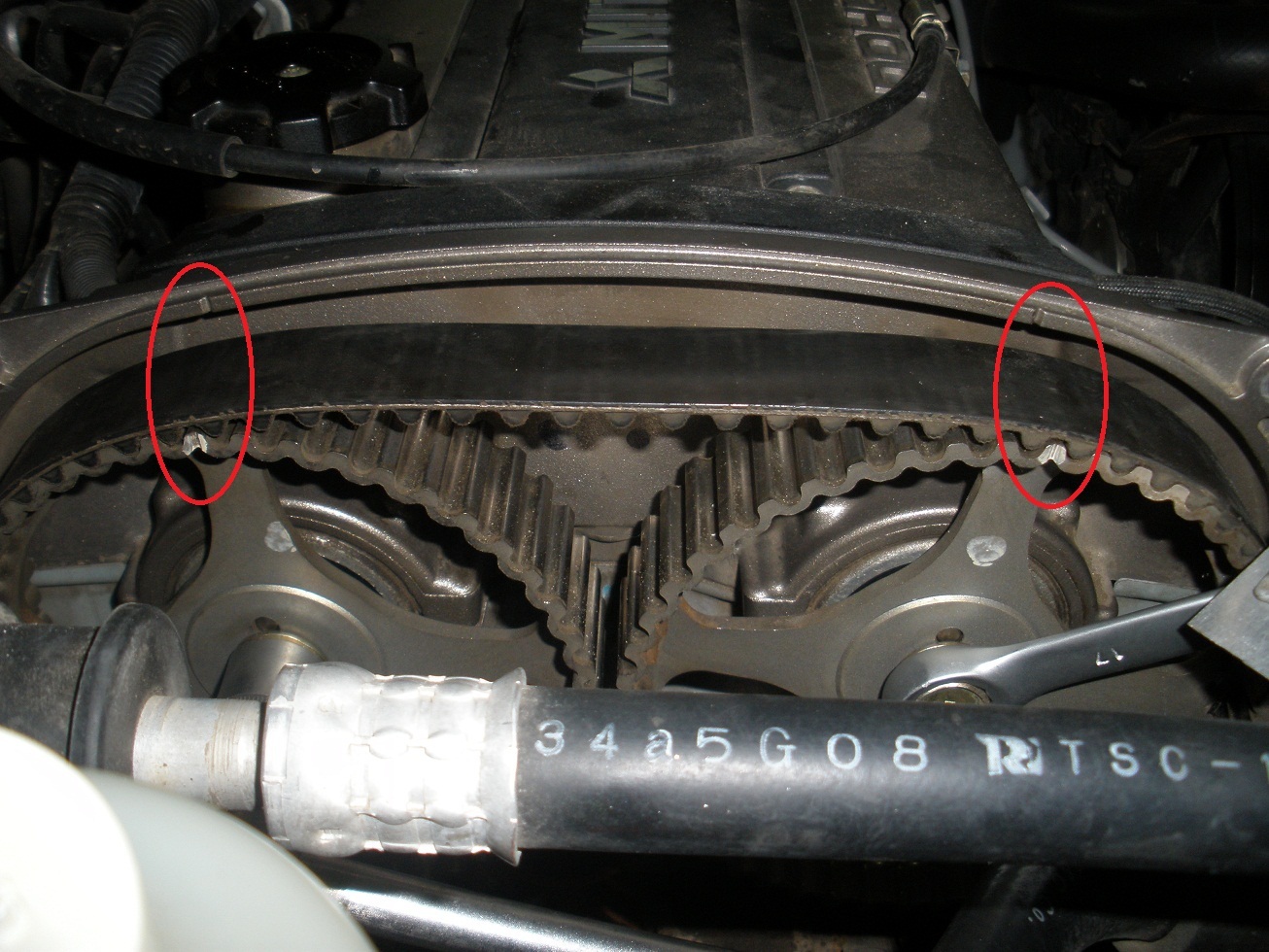
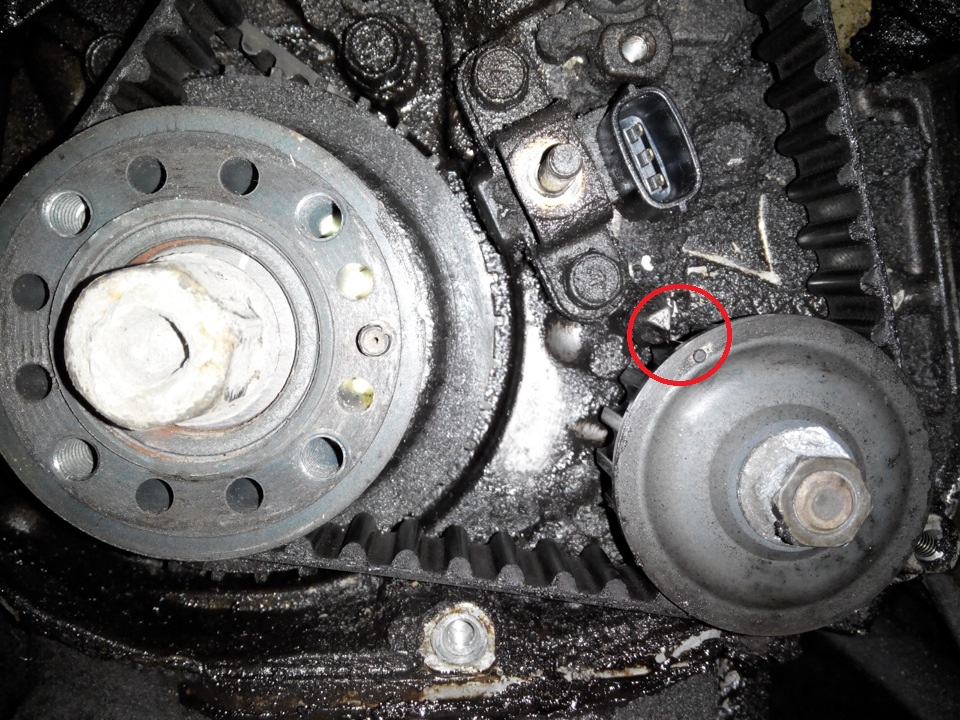
5、(4G69发动机)断开空调压缩机、氧浓度传感器、曲轴位置传感器的线束,拆下插销上的固定座(放置见下图),拆下发动机管理系统的线束正时皮带的顶盖。
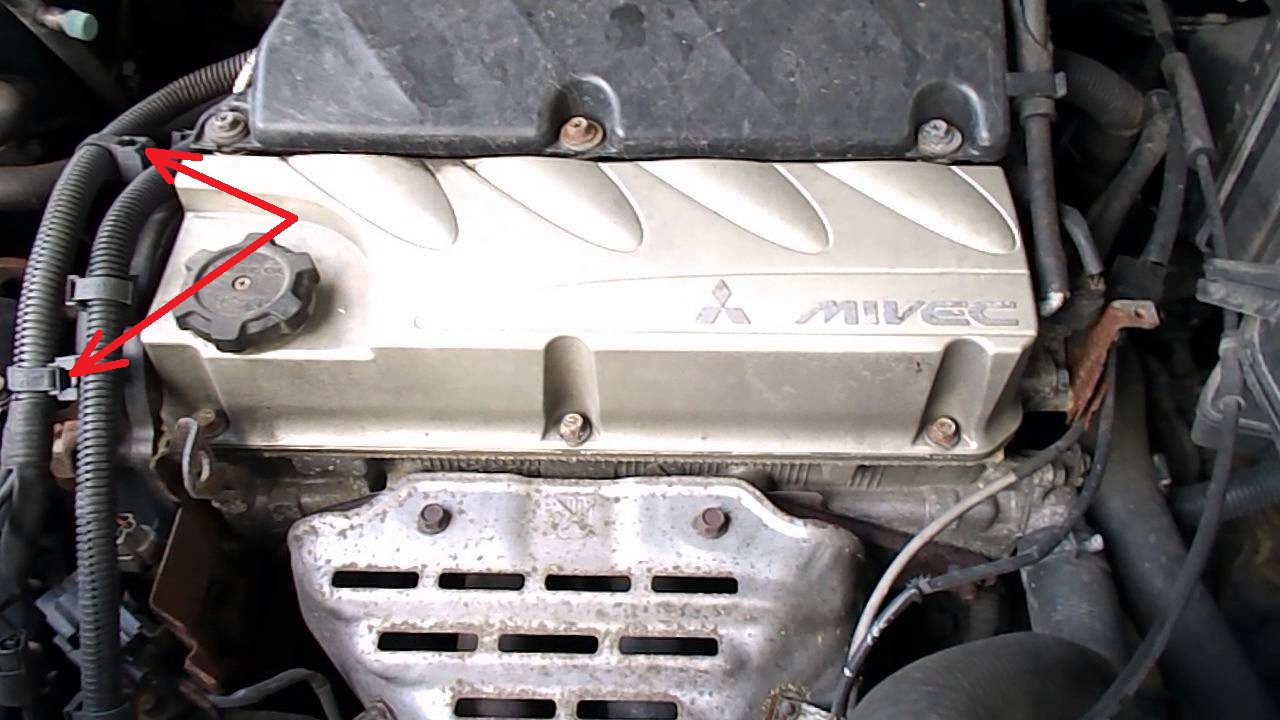
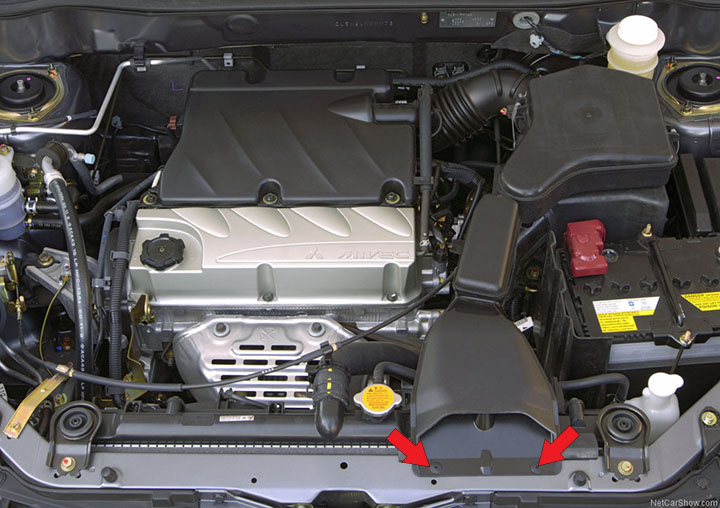
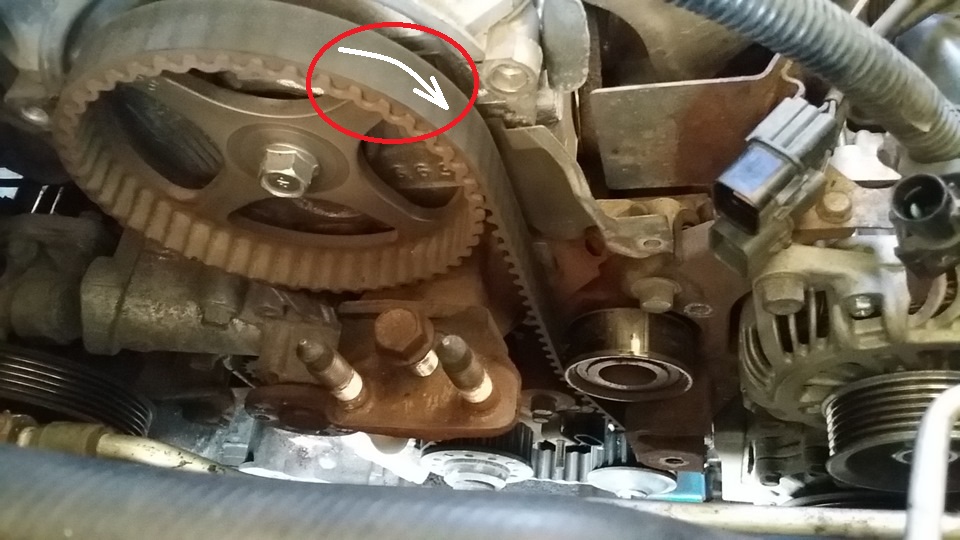
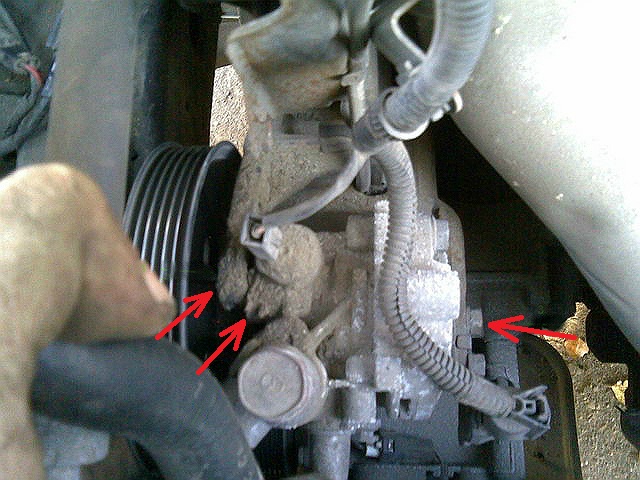
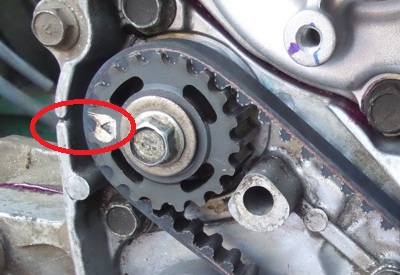
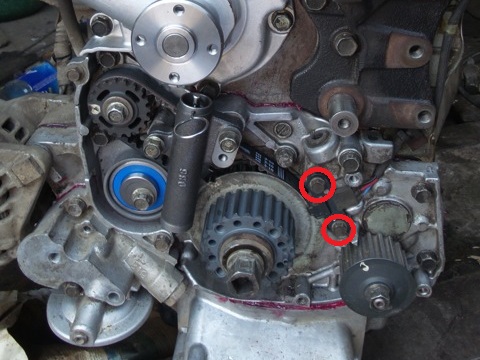
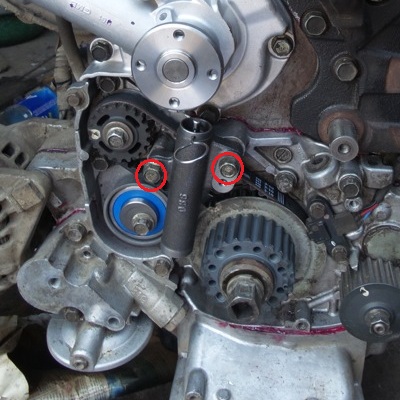
6. (发动机 4G69)拧下将正极端子固定到发电机端子“B”的螺母,并从发电机连接器上断开接线盒(图中箭头所示)。然后从固定发电机线束的闩锁(在正时皮带的顶盖上,在照片中用椭圆形表示)上取下固定器,然后从正时盖上取下该线束(为清楚起见,元件的位置显示在拆下的引擎)。

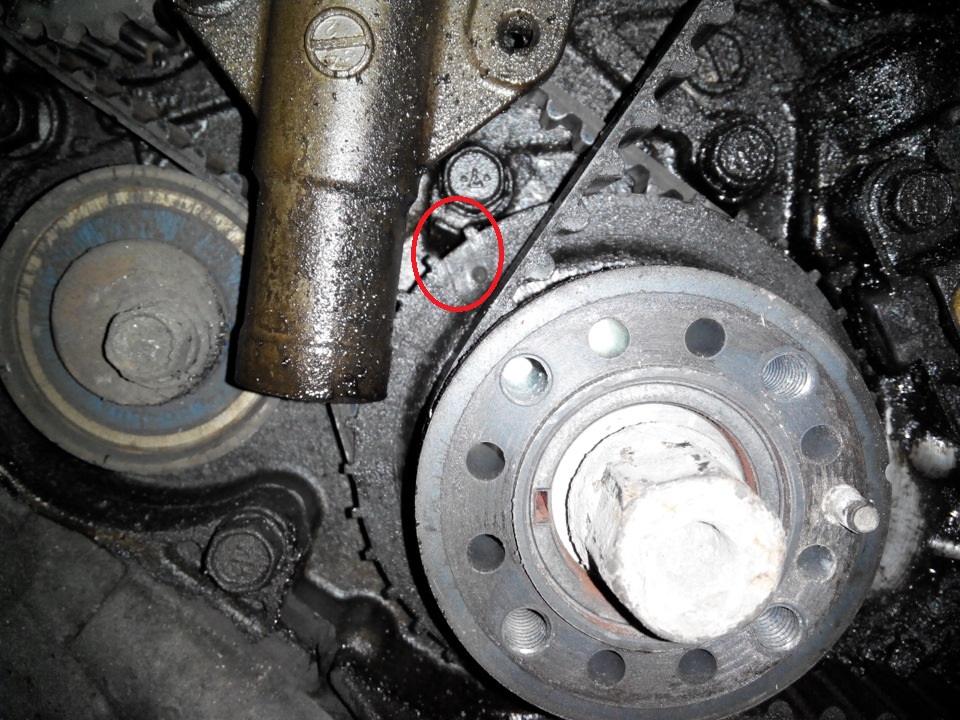
7. (发动机 4G69)然后,使用 10 毫米套筒,拧下固定连接器支架的螺钉并将其拆下(为清楚起见,它显示在拆下的发动机上)。

8.1. (发动机 4G63)拆下固定上正时皮带盖的四颗螺钉并将其拆下。同时,将松开的线束连同支架一起从正时驱动器上拆下(线束支架用螺栓固定,用于固定右侧正时盖)。



8.2. (4G69发动机)拆下固定上正时皮带罩的四颗螺丝,连同线束固定支架一起拆下(支架用两个正时罩上罩螺栓固定)。


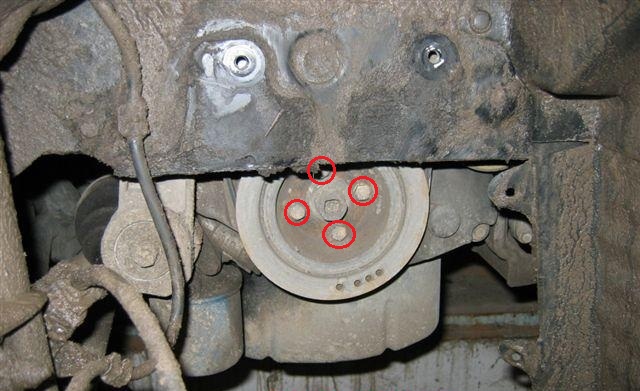
9. 然后,使用 10 毫米端盖,拧下固定冷却液泵皮带轮的四个螺栓并将其拆下(为清楚起见,4G63 发动机上显示了螺丝的位置,但在 4G69 上泵几乎相同,并且位置相同)。


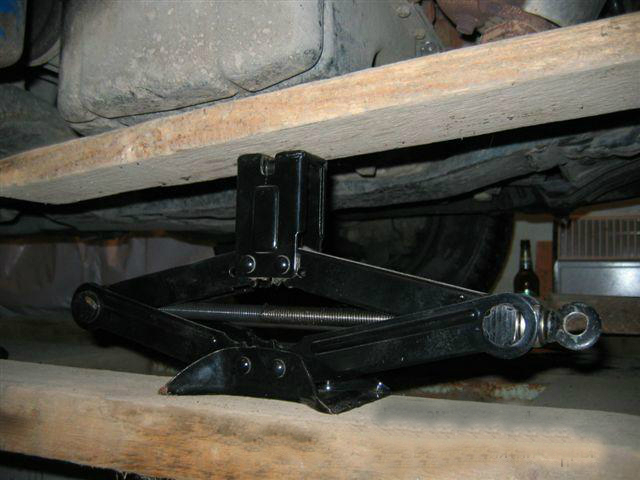
10. 在发动机油底壳下方放置一个千斤顶,将其抬起以卸下右支架。
11. 拧开将“重量”电线固定到发动机右枕臂的螺栓,然后取下电线。

12. 拧掉右支架的一个臂与发动机臂的紧固三个螺母,以及发动机支架与车身的两个螺栓和一个螺母的紧固(发动机的支架同样被拆除,在照片上发动机 4G63)。


13. 从发动机舱拆下右支架。


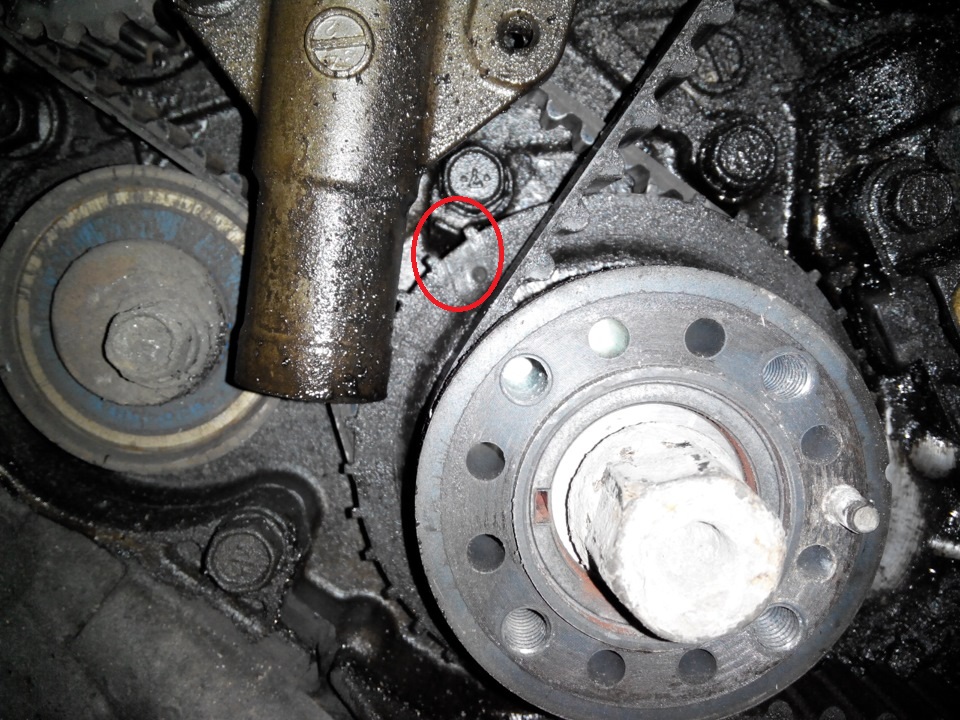
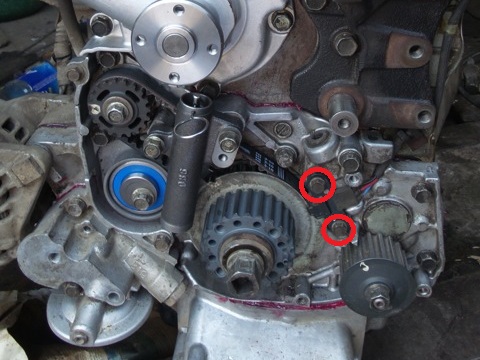
14. 然后你需要拆下正时皮带罩。松开固定下正时盖的螺栓并将其拆下。为清楚起见,螺栓的位置显示在拆下的发动机盖上(绿色椭圆显示拆下正时顶盖时螺栓被拆下的孔,第一张照片是 4G63 发动机,第二张照片是 4G69)。


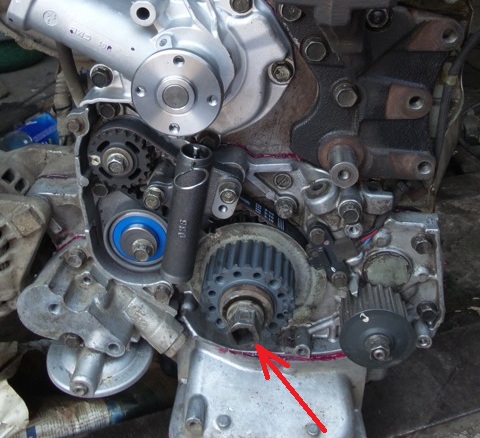
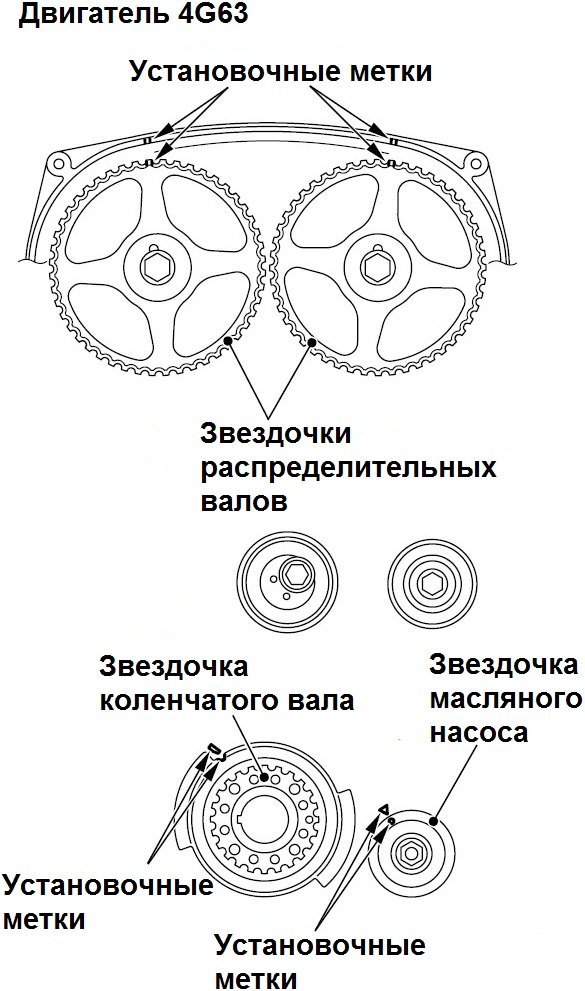
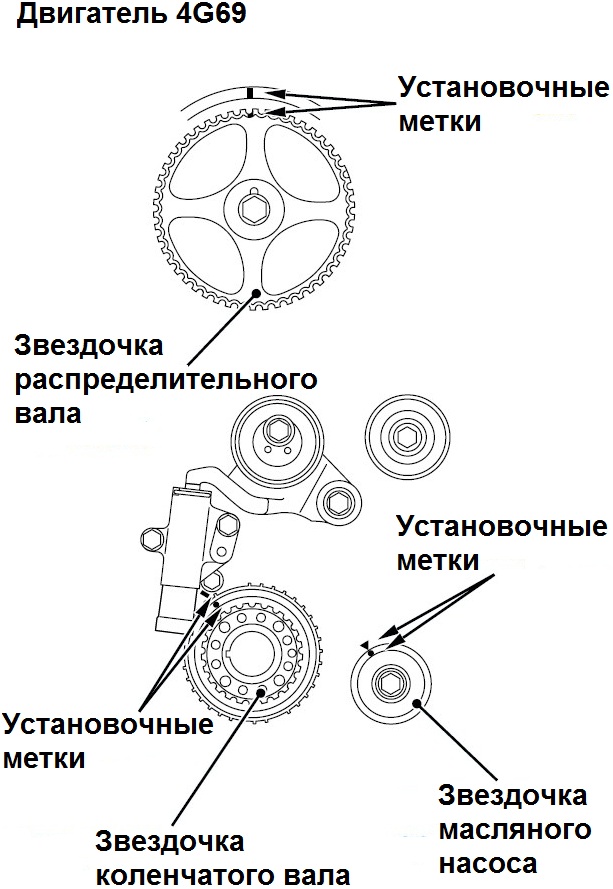
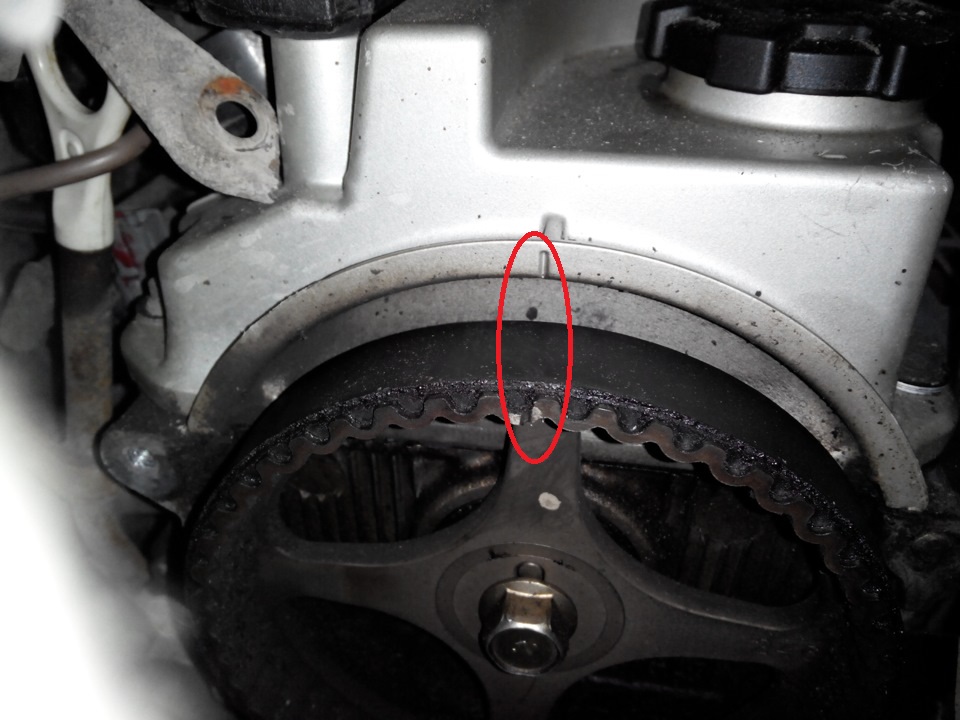
15. 用中心链轮安装螺栓顺时针转动曲轴,直到凸轮轴链轮和曲轴链轮上的对准标记对准相应的对准标记,将1号气缸的活塞设置到压缩冲程的TDC(第一张照片是4G63发动机,其余为4G69发动机)。

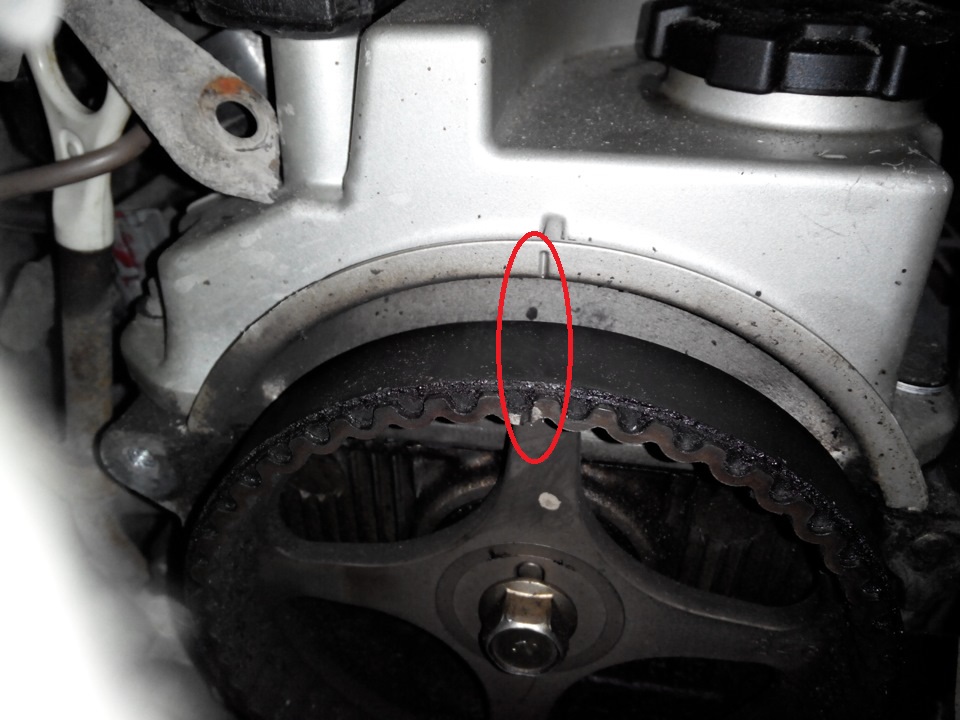
笔记:
始终只能顺时针转动曲轴。
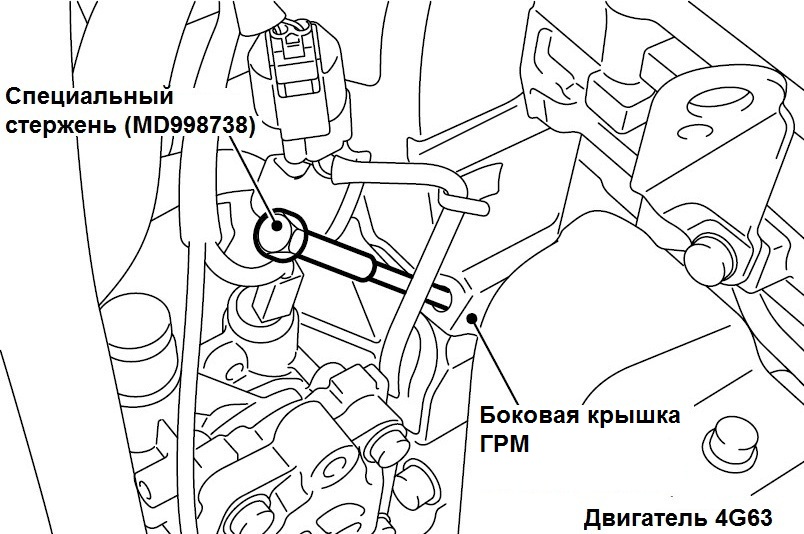
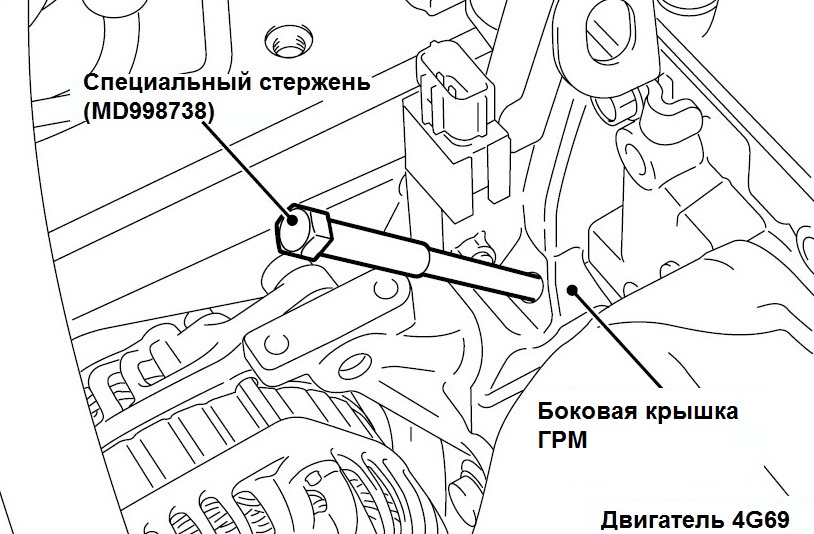
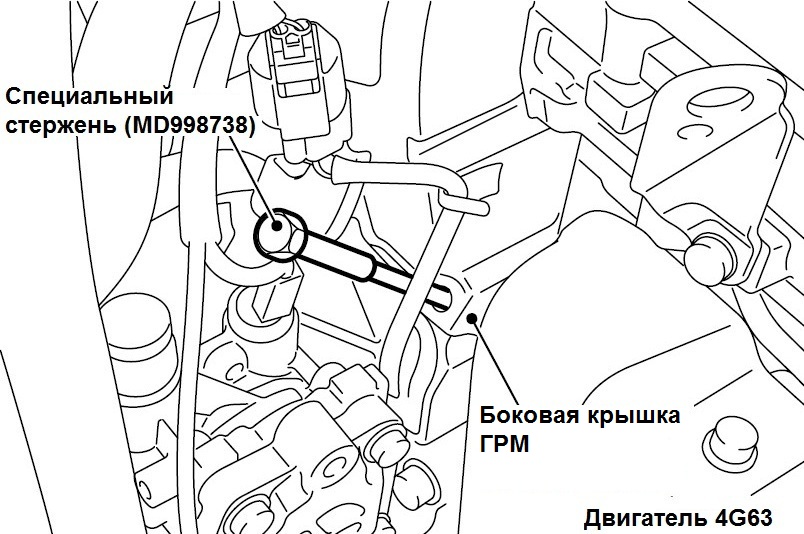
16、如果自动正时皮带张紧器不能拆卸或用固定杆拆卸,则拆下塞子并将专用杆(MD998738)拧入正时侧盖(支架)的孔中,使其靠在正时张紧杆上的凹槽。

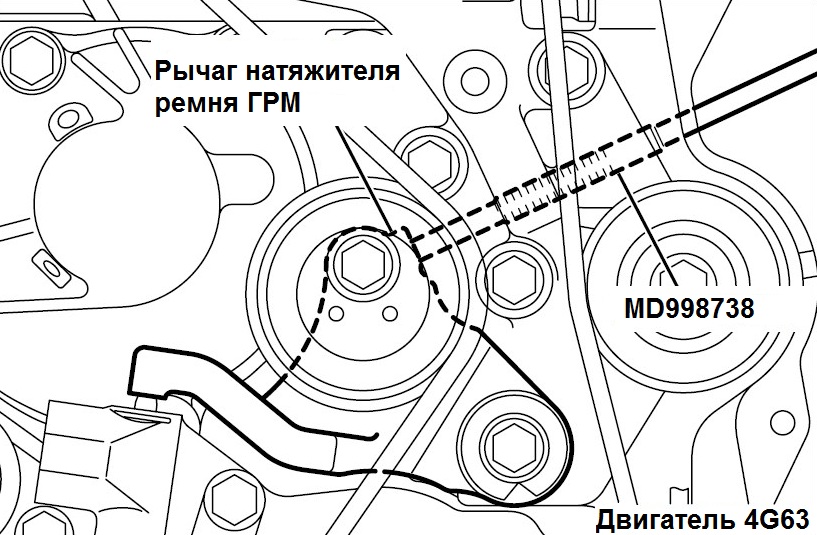
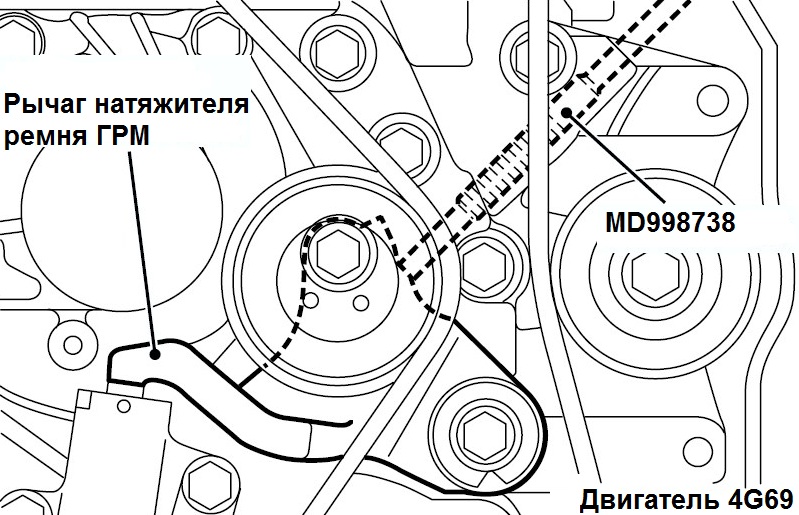
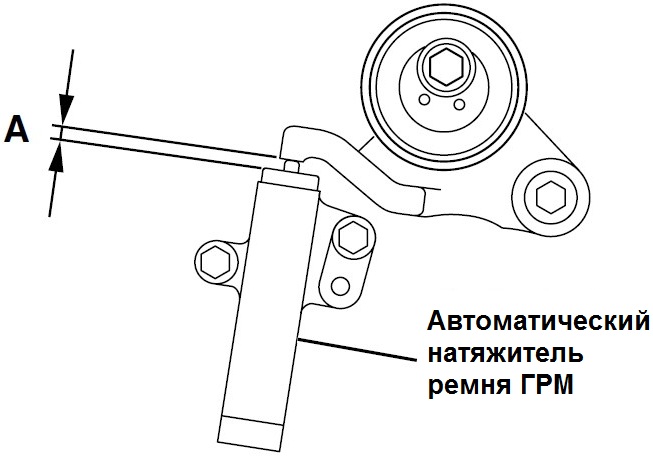
17. 慢慢拧入专用杆,使自动张紧器本体上的孔“B”与张紧器杆上的孔“A”对齐。
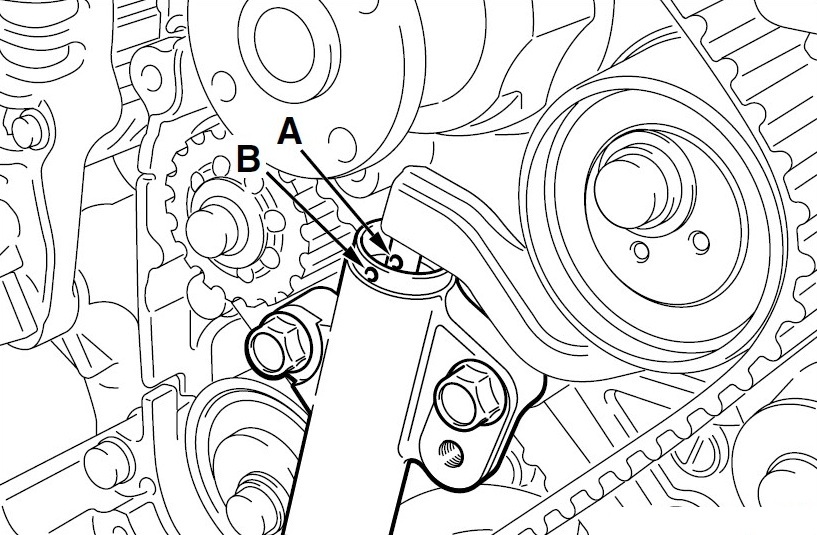
笔记:
逐渐地,分几步,以每秒不超过 30° 的步幅拧入一根特殊的杆。如果杆转动困难或立即全速转动,则由于张紧杆运动困难,专用杆可能变形。
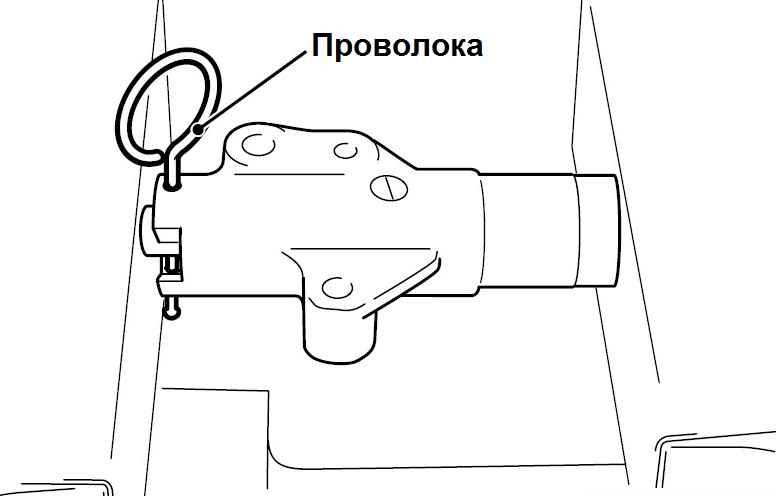
18.将一根直径为 2 毫米的刚性“L”形钢丝插入自动张紧器主体的孔中。

19、松开张紧轮调整螺栓,拆下正时皮带。

笔记:
如果重复使用正时皮带,则需要在皮带的反面(非工作侧)用粉笔标记一个指示旋转方向(顺时针)的箭头。
20.如果需要更换,完全松开紧固螺栓,拆下正时皮带张紧轮。

21.然后拧下固定正时皮带张紧器杆的螺栓并将其拆下。


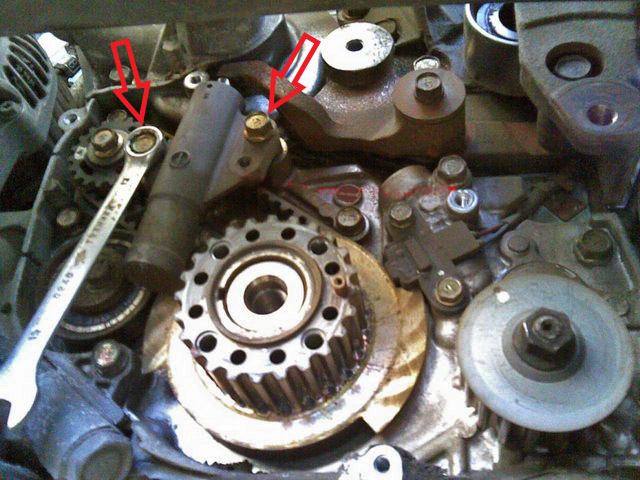
22.如果更换自动正时皮带张紧器,将两个内六角螺栓拧松 13 毫米,将其卸下。

23. (发动机 4G63)断开动力转向液压系统中液压传感器开关连接器和空调压缩机电磁离合器连接器上的线块。
24.(发动机4G63)拧下固定动力转向泵的三个螺栓(照片中没有看到两个螺栓,它们位于泵轴线两侧的垂直线上),将其从发动机上取下,直到系统管线允许使用绳索或金属丝将其悬挂。

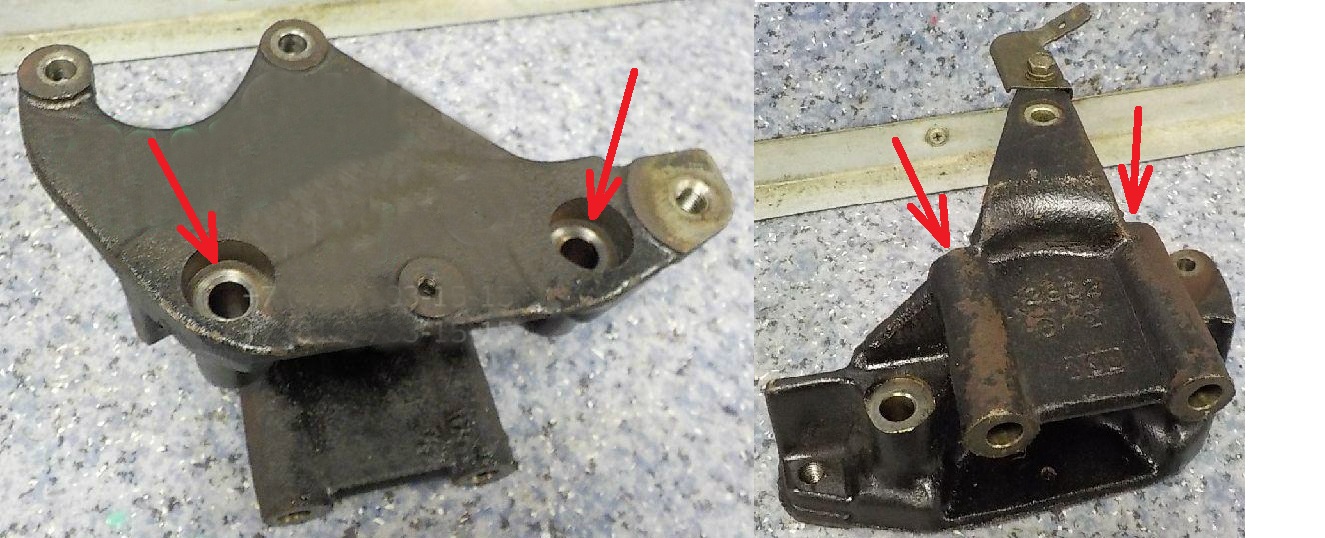
25.(发动机 4G63)拧下紧固螺栓,拆下动力转向泵安装支架(为清楚起见,螺栓的位置显示在拆下的支架上)。
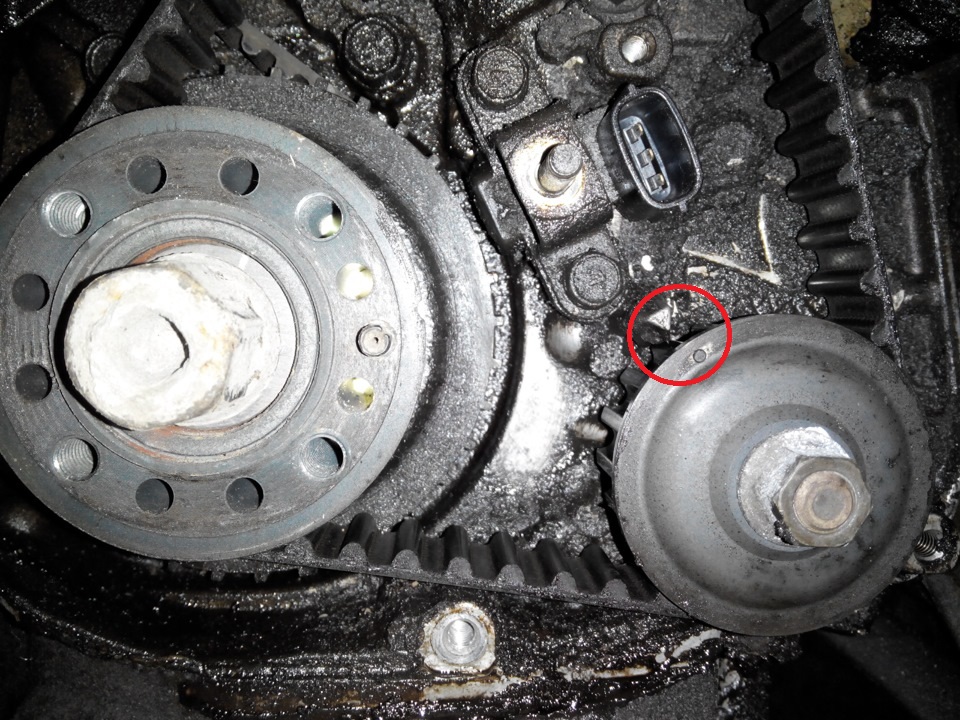
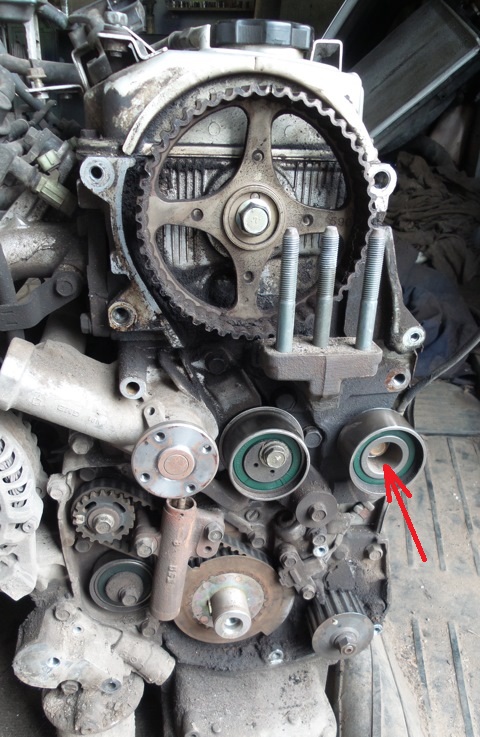
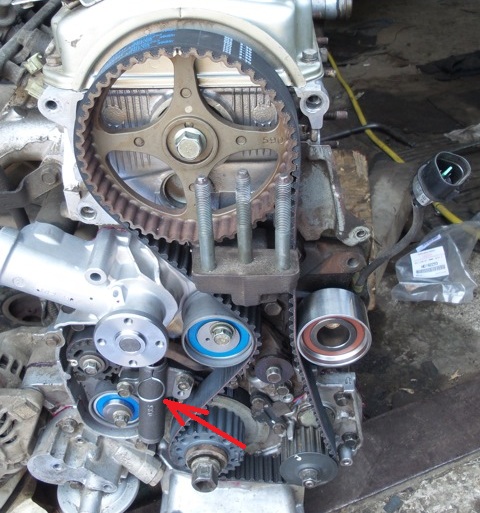
26.然后拧下螺栓并拆下正时皮带惰轮(4G63 和 4G69 发动机的旁路滚轮的位置和拆卸相同)。

27.拧出两个固定曲轴位置量规的螺栓(螺栓的位置对于发动机 4G63 和 4G69 是相同的)并从转子上取下量规。
28.使用专用工具(叉架 MB991367 和专用螺栓 MB991385)固定曲轴转动并拧下链轮安装螺栓。
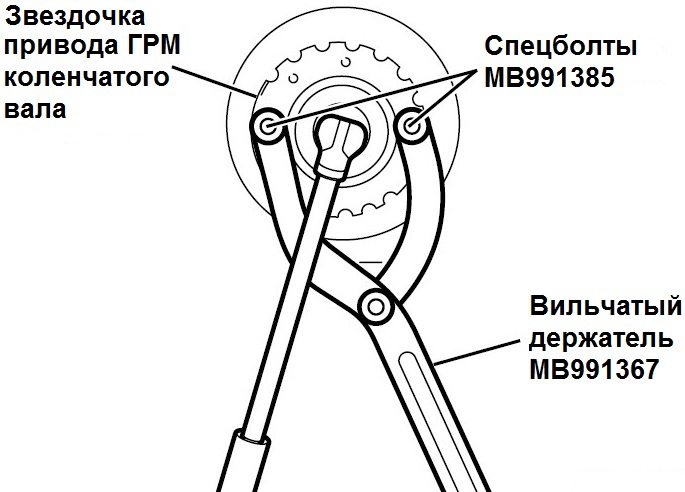
笔记:
牢固连接专用工具,使其不会移动。
29.从曲轴柄上拆下螺栓以及垫圈和链轮。

30、然后拆下曲轴位置传感器转子(图一为4G63发动机,图二为4G69)。


31.使用 13 毫米的头部,拧下固定平衡器传动皮带张紧辊的螺栓并拆下该辊。

32.拆下平衡器传动皮带。

笔记:
如果要重复使用平衡器传动皮带,请在皮带的背面(非工作侧)用粉笔标记一个指示顺时针方向旋转方向的箭头。

检查自动正时皮带张紧器
1.检查张紧器是否漏油。

笔记:
如果有泄漏,更换自动张紧器。
2.检查阀杆是否磨损和损坏,必要时更换自动张紧器。
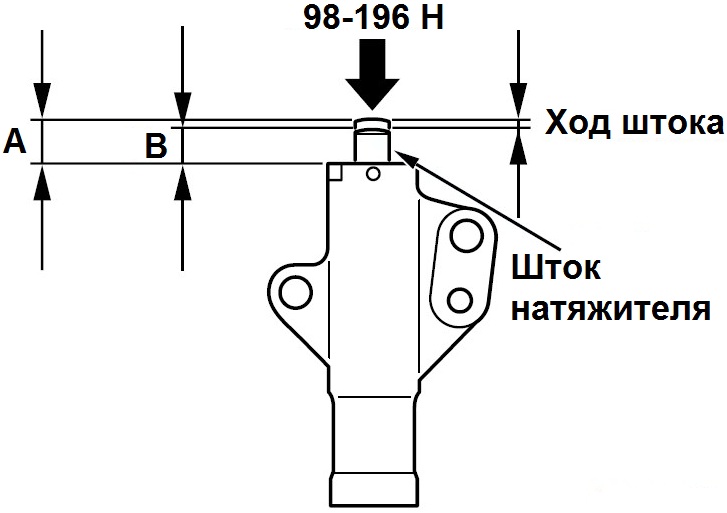
3.手拿自动张紧器。按下张紧器杆,例如,将其靠在气缸体上,施加 98-196 N 的力,然后测量杆的行程“A - B”。如果行程超出规格,则更换自动张紧器。
笔记:
标称行程为1mm或更小。
A——杆未加载(自由)时的长度;B——按下时的长度;A - B - 杆的行程。
这种检查可以用虎钳完成。将张紧器主体安装到虎钳中时,确保主体不会相对于虎钳的钳口倾斜。如果阀杆容易下沉,请更换张紧器。如果张紧器正在工作,那么下沉杆需要相当大的努力。
安装正时皮带和平衡机构
笔记:
由于水或油会严重降低正时皮带的使用寿命,因此在拆卸零件时,确保正时皮带、链轮和张紧器支架清洁干燥,切勿清洗。必须更换受污染的部件。
如果任何零件有油,则检查油封(包括前凸轮轴油封)是否漏油。
检查张紧轮滚轮的转动情况和顺畅度。
如果安装了用过的正时皮带,请检查其状况。
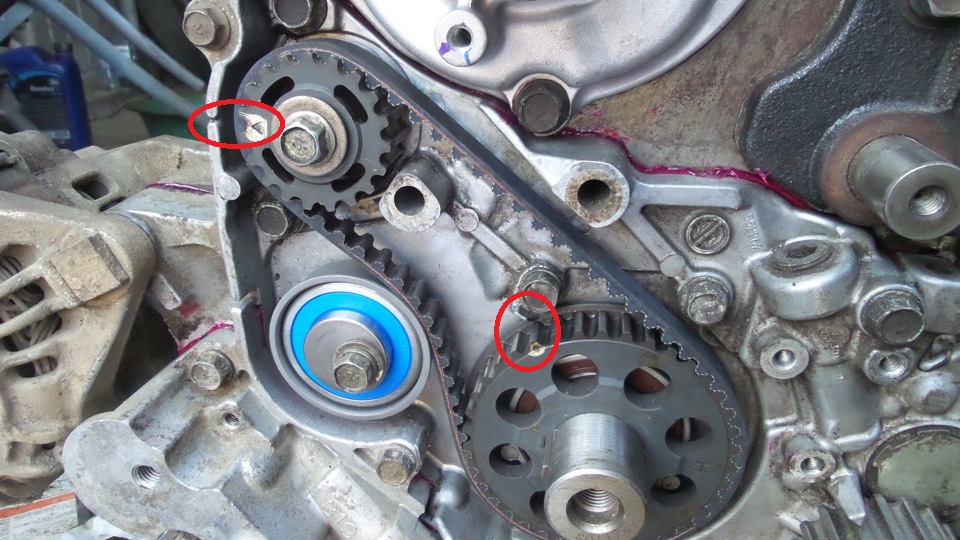
1、检查曲轴链轮上的标记和平衡轴链轮上的标记是否与相应的对中标记对齐。

2.将平衡器传动皮带安装到曲轴链轮和平衡器轴链轮上。确保皮带没有松弛。

笔记:
安装用过的皮带,使其反面(非工作)侧的箭头与皮带的旋转方向(顺时针)一致。
3.安装平衡器传动皮带张紧轮,使其法兰朝向发动机前部。用螺栓临时固定张紧辊,使张紧辊轴的中心从辊安装螺栓的中心向左上方移动。
4.手按下图箭头方向握住平衡器传动皮带张紧器,对传动皮带施加3±0.4N·m的力,张紧皮带的工作支路。然后通过拧紧安装螺栓将平衡器传动皮带张紧器固定在该位置。
笔记:
拧紧螺栓时,确保张紧轮不随安装螺栓转动。如果张紧器皮带轮随皮带轮安装螺栓一起旋转,则平衡器传动皮带的张力会过大。
螺栓拧紧力矩 - 19 ± 3 Nm。
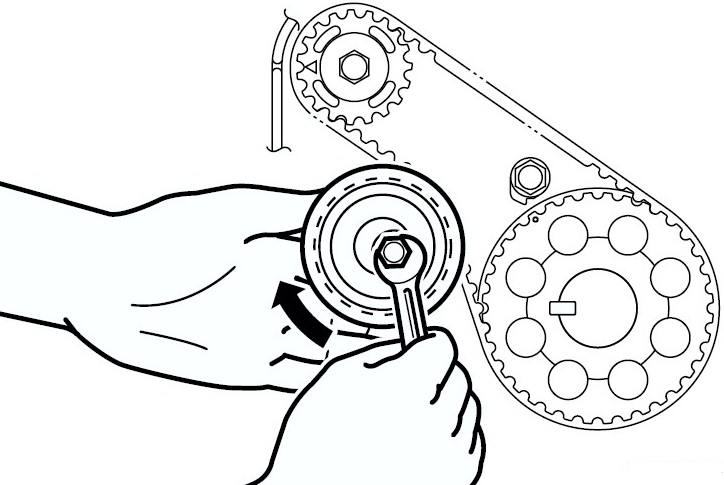
5.顺时针转动曲轴两圈,将 1 号气缸活塞置于压缩冲程的上止点。检查对齐标记的对齐情况。这可以通过临时安装链轮并将螺栓拧入曲轴皮带轮柄(无需拧紧)并在滚动后将其卸下来完成。
6、用100N的力压在链轮间皮带跨度中心(保持托辊不转动),检查平衡机构传动皮带工作支路挠度是否等于标称值,如图在图中。
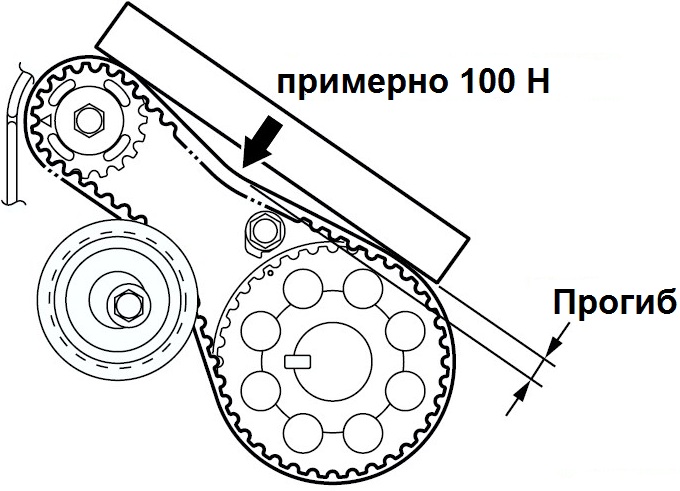
笔记:
标称偏转值为 5 - 7 毫米。
7、调整皮带挠度与标称值不符。
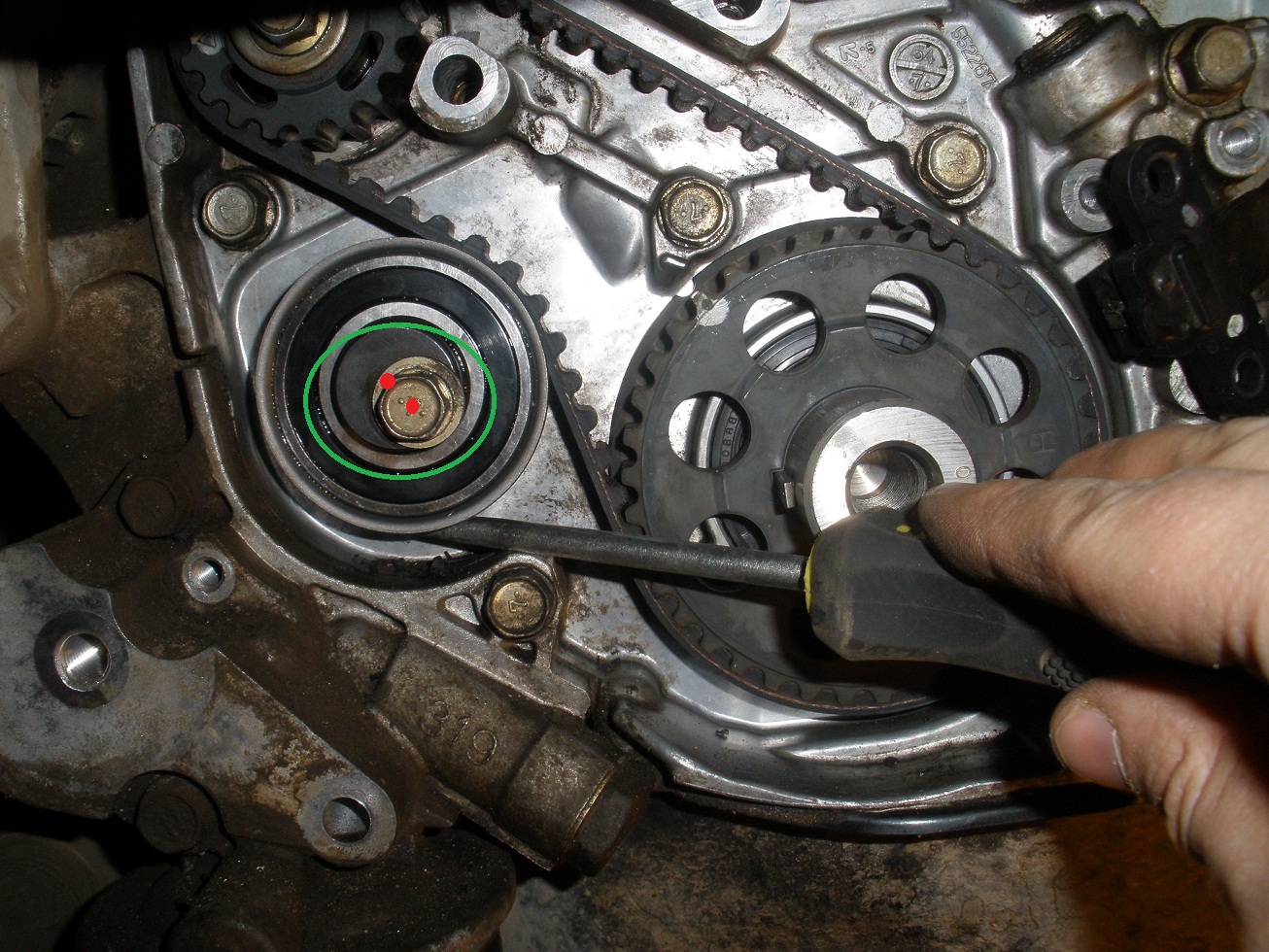
8.清洁曲轴端部和曲轴链轮(见下图)与曲轴位置传感器转子接触的表面,然后除油。
笔记:
脱脂对于改善零件的配合是必要的。
9、清洁曲轴端部的螺纹孔、轴端、链轮安装螺栓的垫圈及其接触面(见下图)。
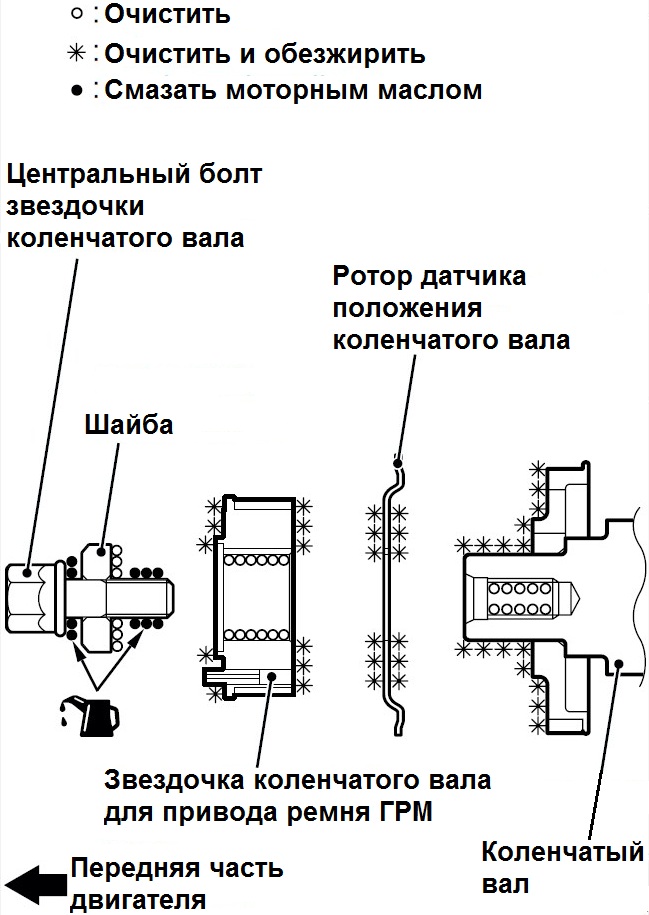
10. 安装曲轴位置传感器转子和曲轴链轮,如下图和上图(第 9 项)所示定位它们。


11.用最少量的机油润滑曲轴头的配合面(锥面)和曲轴螺栓的螺纹(参见上图 9)。
12、安装曲轴链轮安装螺栓前,将带倒角面的螺栓垫圈安装到螺栓上。

13、用专用工具固定曲轴链轮不转动,安装并拧紧曲轴链轮安装螺栓。
笔记:
牢牢固定专用工具,使其不会转动。
螺栓拧紧扭矩 - 167 Nm。
14.通过以 8.8 ± 1.0 Nm(4G63 发动机)和 8.5 ± 0.5 Nm(4G69 发动机)的扭矩拧紧其紧固件的两个螺栓来固定曲轴位置传感器。
15.将紧固螺栓拧紧至 35 ± 6 Nm,重新安装正时皮带旁路皮带轮。

16.(发动机4G63)重新安装支架和动力转向泵,按照拆卸的相反顺序连接拆下的接线块(上文23-25段)。
笔记:
动力转向泵支架安装螺栓的标称拧紧扭矩为 49 ± 9 Nm。
动力转向泵安装螺栓的标称拧紧扭矩为 22 ± 4 Nm。
17.将自动正时皮带张紧器安装在软金属虎钳中。在逐渐挤压虎钳的同时,尽可能缓慢地推动自动张紧器杆,直到杆上的孔“A”与张紧器主体上的孔“B”对齐。

笔记:
自动张紧器必须与虎钳钳口表面成直角,不得倾斜。
如果阀杆推入速度过快,可能会损坏或弯曲,因此请缓慢进行此操作。
18.将直径为 2 毫米的刚性“L”形钢丝插入张紧器本体中用于固定杆的孔中。
19、在发动机上安装自动张紧器,将其紧固螺栓拧紧至额定扭矩。
笔记:
张紧器螺栓的拧紧扭矩为 23 ± 3 Nm。
不要从自动张紧器上拆下电线。
20.安装正时皮带张紧器杆,将其紧固螺栓拧紧至 21 ± 4 Nm。

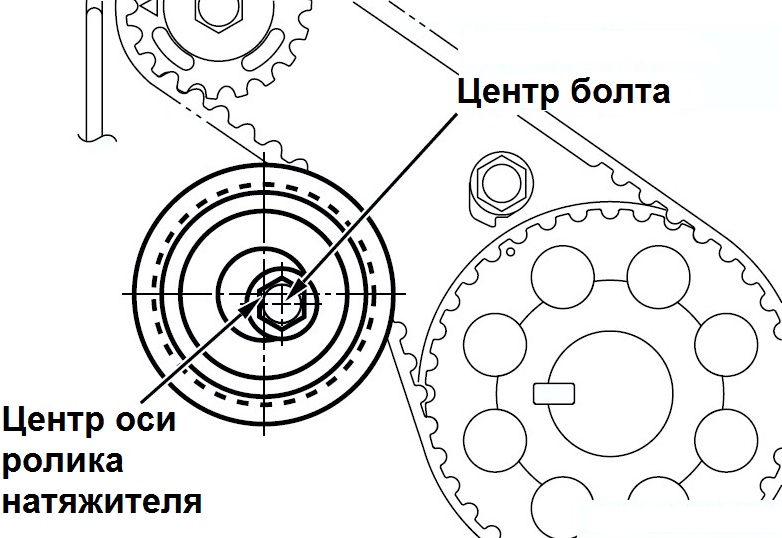
21、然后安装并临时固定张紧轮,使通过张紧轮小孔中心的直线如图所示。

22. 检查凸轮轴链轮、曲轴链轮和油泵链轮的标记是否与相应的安装标记对齐(此时,1 号气缸的活塞将处于压缩冲程的上止点)。
笔记:
如果正时标记未对齐,则在活塞处于 TDC 时转动凸轮轴链轮时气门可能会“碰到”活塞。
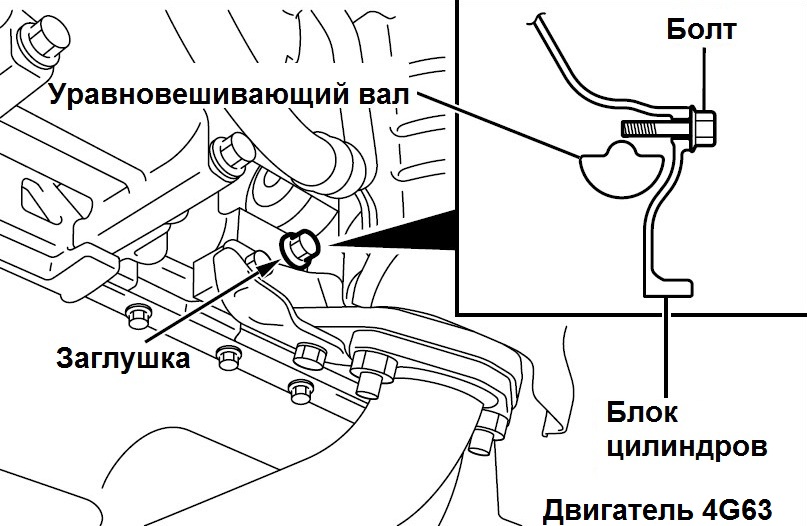
23、拆下气缸体上检修孔的塞子,将M6螺栓(螺纹部分长度10mm,公称长度45-50mm)插入 检修孔。如果螺栓完全插入且未接触平衡轴,则对齐标记已正确对齐。如果螺栓仅插入 20-25 毫米的深度,则将机油泵链轮转动一圈并再次准确对齐对准标记。然后检查螺栓是否可以插入 45mm 或更深的深度。将螺栓留在孔中,直到同步带安装操作完成。
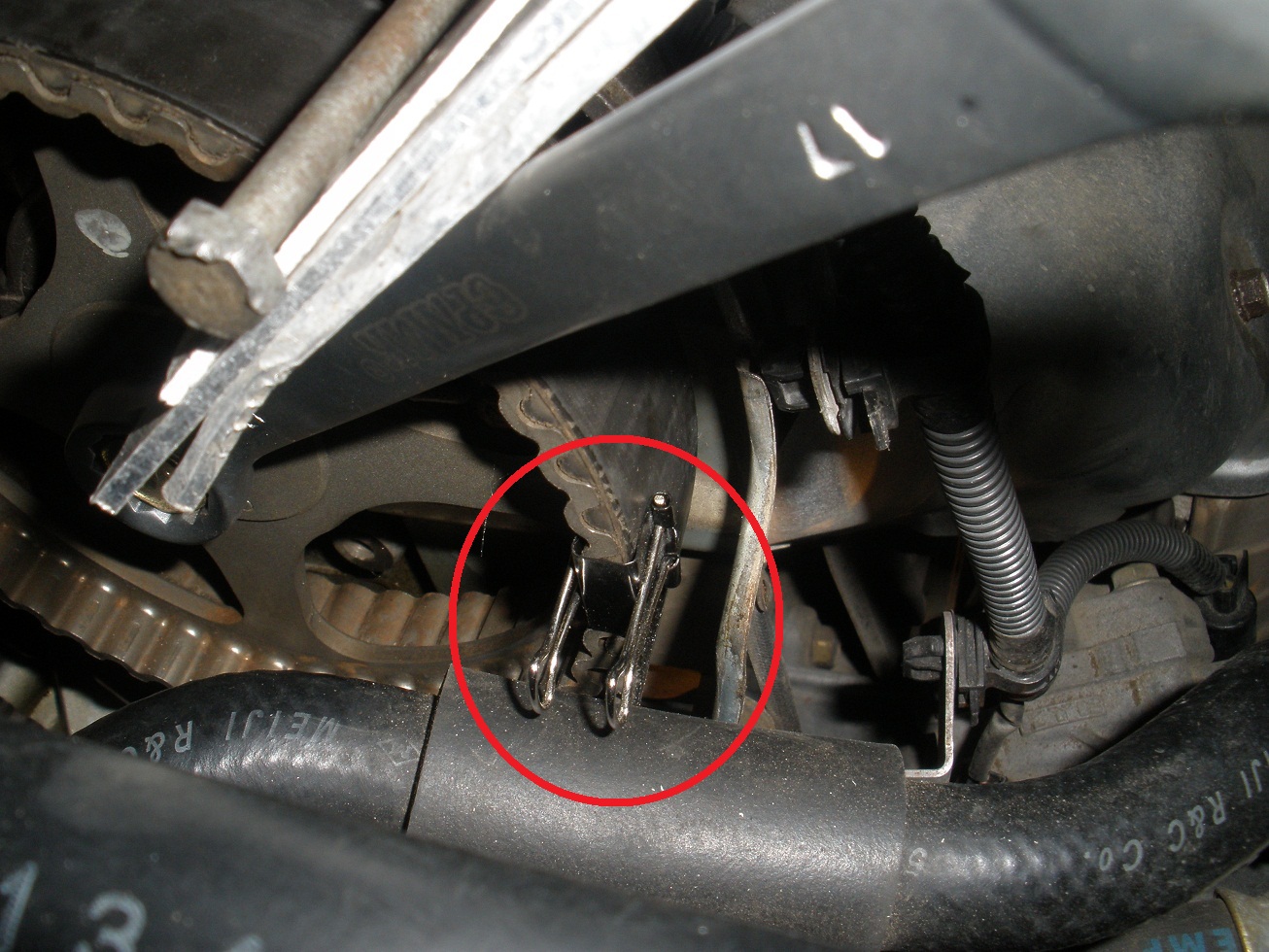
24.1.1。 (4G63 发动机)按以下顺序将正时皮带安装在链轮上(不允许皮带在链轮或滚子之间松弛):首先安装在曲轴链轮上,然后安装在机油泵链轮上和旁路滚子上。然后将正时皮带安装在排气凸轮轴链轮上,并用记事夹将皮带固定在下图所示位置。
笔记:
安装用过的皮带,使其背面的箭头与皮带的旋转方向(顺时针)一致。
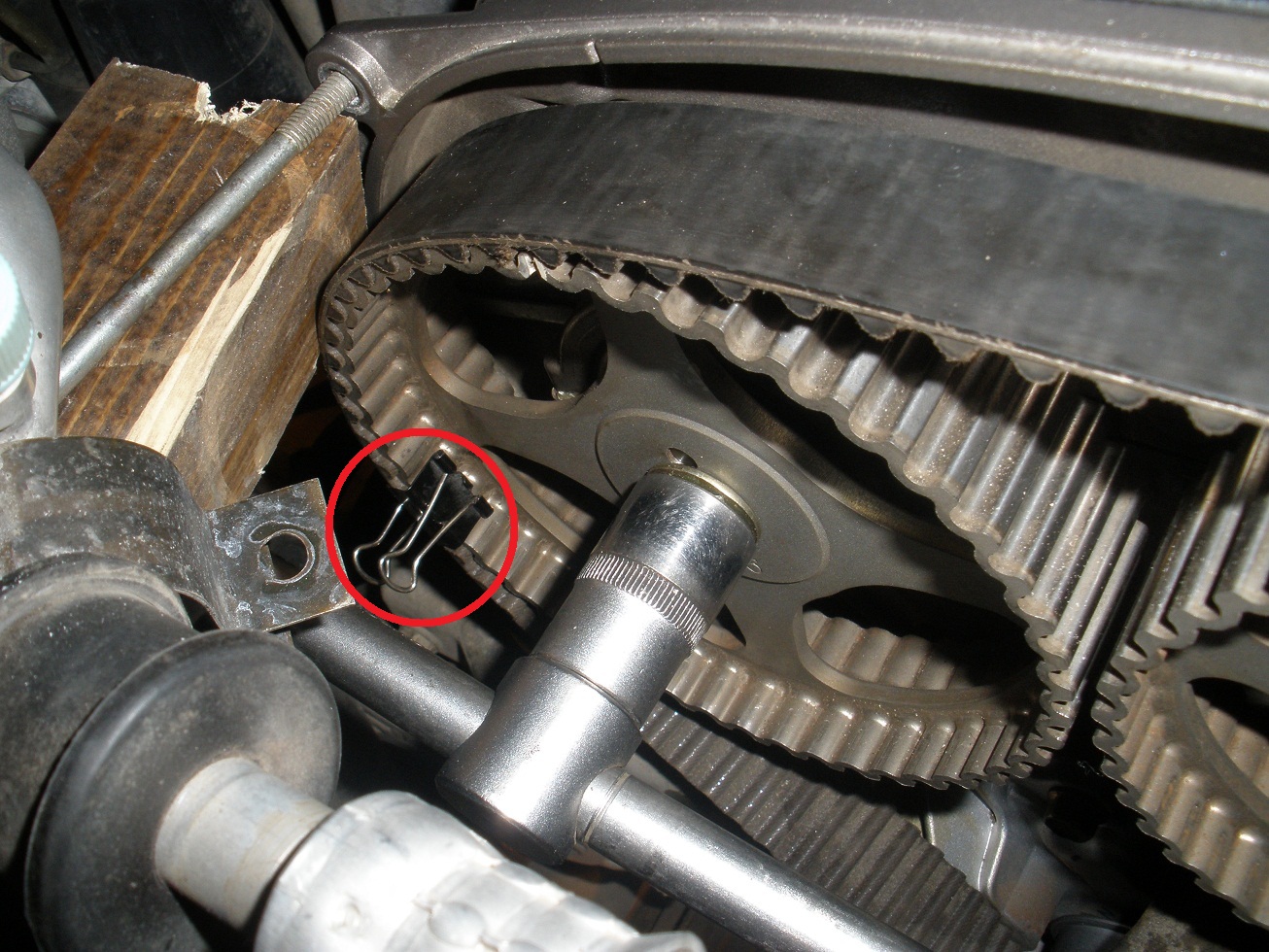
24.1.2。 (4G63发动机)确保链轮标记与定位标记对齐,用两个扳手固定凸轮轴链轮的相对位置,将正时皮带安装在进气凸轮轴链轮上。使用另一个夹子,将正时皮带固定到进气凸轮轴链轮上。
笔记:
用梅花扳手(直的或弯的)固定凸轮轴链轮很方便。
24.1.3。 (发动机 4G63)将正时皮带安装到皮带张紧轮上。

24.1.4。 (发动机 4G63)拆下将皮带固定到链轮上的两个夹子。
24.1.5。 (发动机 4G63)使用专用钥匙 (MD998767) 移动张紧轮,使其小孔水平。然后将张紧轮轻轻压在正时皮带上,并在调整皮带张力之前暂时拧紧轮螺栓。
笔记:
如果没有也无法购买这样的钥匙,您可以使用临时材料制作类似的钥匙:一个金属支架和两个带 M3 螺栓的螺母。
24.1.6。 (4G63 发动机)确保链轮标记与相应的对齐标记匹配。


24.2.1。 (4G69 发动机)按以下顺序将正时皮带安装在链轮上(不允许皮带在链轮或滚子之间松弛):首先在曲轴链轮和正时皮带张紧轮上,然后在机油泵链轮上,在正时皮带上惰轮,在凸轮轴链轮上。

笔记:
安装用过的皮带,使其背面的箭头与皮带的旋转方向(顺时针)一致。
在将正时皮带安装到凸轮轴链轮上之前,确保所有链轮标记与相应的对齐标记相匹配。
24.2.2。 (发动机 4G69)使用专用钥匙 (MD998767) 移动张紧轮,使其小孔水平。然后将张紧轮轻轻压在正时皮带上,并在调整皮带张力之前暂时拧紧轮螺栓。
24.2.3。 (4G69 发动机)检查链轮标记是否与相应的对齐标记匹配。
25.从气缸体上的检修孔拆下螺栓,然后安装并拧紧塞子至 30 ± 3 Nm。
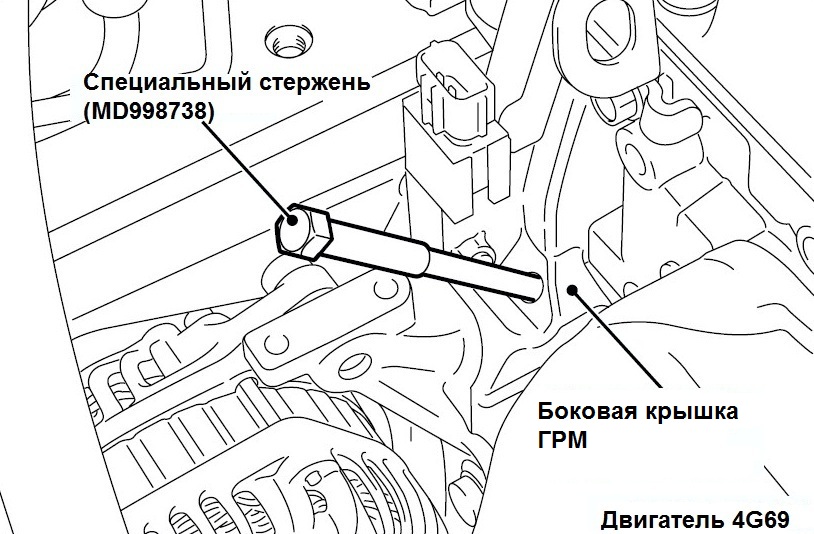
26.将一根专用杆 (MD998738) 拧入位于排气歧管侧面的正时侧盖(支架)。
笔记:
用手拧入专用杆,因为使用专用工具可能会损坏插入自动正时皮带张紧器的电线。
27.缓慢(以每秒不超过30°的增量)拧入专用杆,直到插入自动张紧器的钢丝轻松移动。
28.将曲轴逆时针转动 1/4 圈,然后顺时针转动曲轴,对齐对准标记。
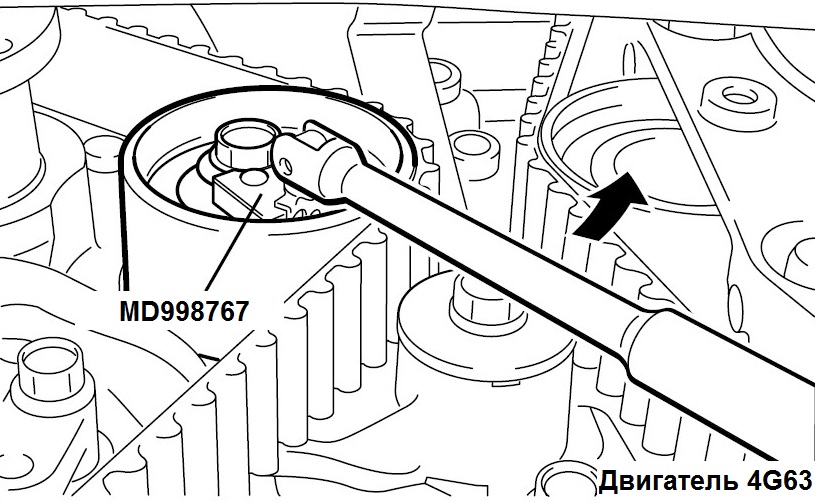
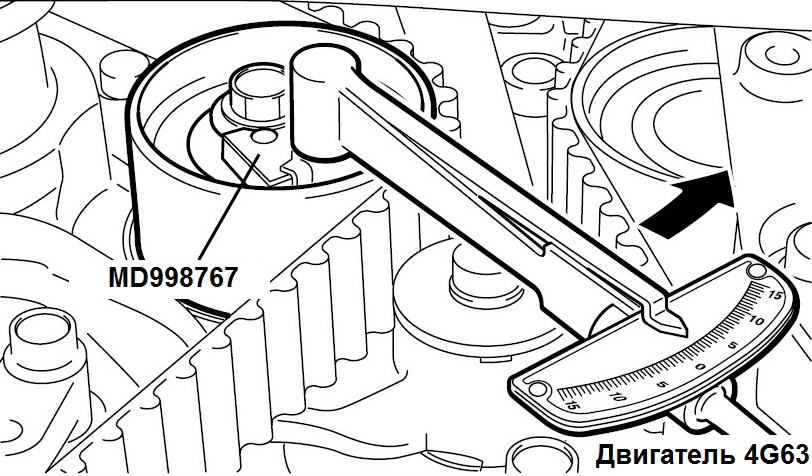
29.松开张紧轮安装螺栓,然后用专用工具(MD998767)和扭力扳手拧紧张紧轮(如下图所示张紧皮带)。
笔记:
标称扭矩值为 3.5 Nm(施加到自动张紧器辊上的扭矩)。
30.然后,用扳手MD998767 阻止张紧轮转动,用标称拧紧力矩拧紧紧固螺栓。

笔记:
拧紧扭矩 - 48 ± 5 Nm。
拧紧安装螺栓时,确保张紧轮(或其轴)不随螺栓转动。
31.从自动张紧器上拆下电线。
32、从正时侧盖(支架)孔中拆下专用杆,将塞子安装到位(图一为4G63发动机,图二为4G69)。


33.顺时针转动曲轴两圈并对齐三菱正时标记。
34.等待至少 15 分钟,然后检查电线是否可以轻松地装入和取出自动张紧器。如果电线无法轻松插入自动张紧器孔中,请检查张紧器杆“A”的突出量是否在 3.8 - 4.5 毫米的标称范围内。
笔记:
如果阀杆突出量不在标称值范围内,重复步骤 26-34。
35.再次检查所有链轮标记是否与对齐标记对齐。
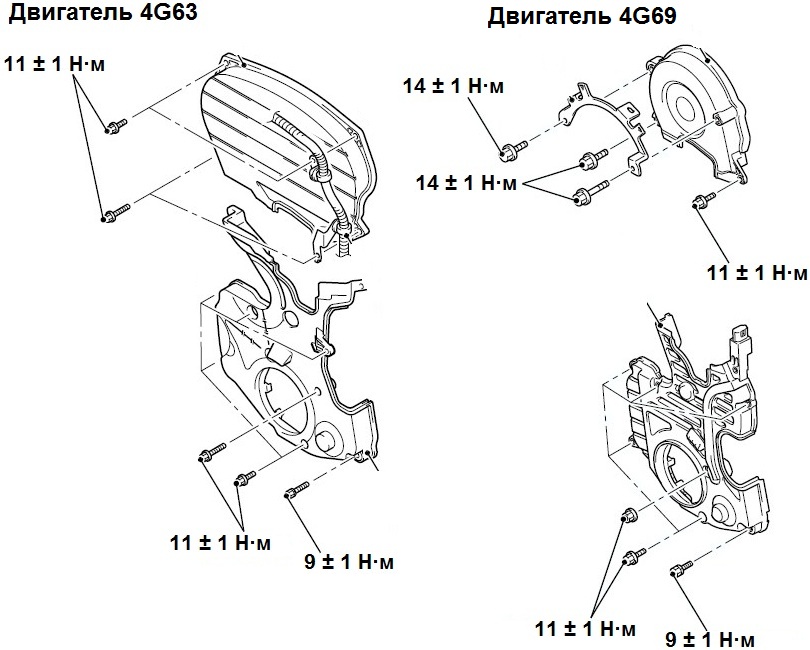
36.按照与拆卸相反的顺序安装下正时皮带盖,如下图所示拧紧安装螺栓。
笔记:
一定要检查盖子的凹槽中是否存在密封件。
37.按照与拆卸相反的顺序安装冷却液泵驱动皮带轮和右发动机支座。
笔记:
冷却液泵皮带轮螺栓的标称拧紧扭矩为 8.8 ± 1 Nm。
38.接下来,按照与拆卸相反的顺序安装正时皮带顶盖和线束。盖板紧固螺栓的拧紧力矩见上图36段。
39. 然后安装辅助驱动皮带轮,用 25 ± 4 Nm 的标称扭矩拧紧其紧固件的四个螺栓。
40.安装附件传动皮带、自动张紧器和旁路辊(如 本文所述),以及所有其他拆下的部件,按照与拆卸相反的顺序安装。
笔记:
如果在更换正时皮带和平衡机构传动皮带后发动机怠速时出现明显的发动机振动,则可能是平衡轴(其中一根轴相对于平衡轴转动)不平衡所致。其他在某个角度)。
文章不见了:
- 工具照片
- 零件和耗材照片
资料来源: carpedia.club